Перечень чертежей:
- Сборочный чертеж суппорта цепнодолбежного станка ДЦА-3 А1
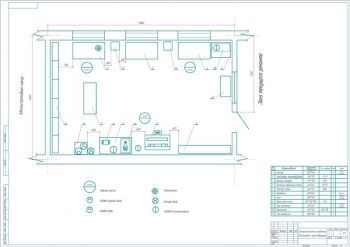
- Функциональная и гидрокинематическая схема цепнодолбежного станка ДЦА-3 А1 с указанием основных позиций:
- Бак
- Фильтр пластичный О12Г41-22 ГОСТ 17437-72
- Насос лопастный
- Электродвигатель
- Золотник
- Манометр МТП60 ГОСТ 8025-77
- Распределители трехпозиционный и двухпозиционный
- Реле давления
- Клапан обратный
- Дроссель с обратным клапаном В77-12
- Пневмоцилиндры 100-080х0,006, 100-200х0,008, ГОСТ 15608-70
Дополнительные материалы: прилагается расчетно-пояснительная записка на 18 листах. В пояснительной записке выполнен проект цепнодолбежного станка ДЦА-3, используемого для выборки пазовых соединений при сборке столярно-строительных изделий и мебели.
Описано назначение станка. Станки используются для выборки прямоугольных гнезд в изделиях из древесины для шиповых соединений и установки фурнитуры. Режущим инструментом являются фрезерные цепочки и гнездовые фрезы.
Приведена техническая характеристика:
|
№ |
Наименование |
Значение |
|
1 |
Наибольшая длина |
|
|
- Детали |
2000 мм |
|
|
- Паза |
200 мм |
|
|
2 |
Ширина обрабатываемого паза |
|
|
- Наибольшая |
200 мм |
|
|
- Наименьшая |
10 мм |
|
|
3 |
Размеры обрабатываемой детали |
|
|
- Ширина |
400 мм |
|
|
- Толщина |
200 мм |
|
|
4 |
Скорость подачи |
0,5-10 м/мин |
|
5 |
Скорость резания |
10 м/с |
|
6 |
Габаритные размеры станка |
3000х1850х1650 мм |
|
7 |
Масса станка |
980 кг |
Выполнено описание конструкции станка. Цепнодолбежный станок ДЦА-3 состоит из станины, рабочего стола с гидроприжимом и суппорта с режущей головкой. Стол выполнен из двух плит. Вертикальная плита расположена на шариковых направляющих станины и оснащена продольной подачей через зубчатую реечную передачу от маховичка. Горизонтальная плита соединена с вертикальной плитой и может переставляться по высоте в зависимости от размеров обрабатываемой заготовки. Для того чтобы выбрать гнездо в кромке щитовой детали, горизонтальную плиту снимают, а заготовку устанавливают на переставляемые по высоте упоры.
Для выборки в одной детали нескольких гнезд, к станку пристраивают специальное приспособление в виде стойки с горизонтальной направляющей штангой, на которой установлены переставляемые упоры.
Суппорт перемещается вверх или вниз по направляющим станины от гидроцилиндра. На суппорте установлена режущая головка, которую реечной передачей можно перемещать в поперечном направлении съемной рукояткой.
На цепнодолбёжном станке ДЦА-3 в деревянных деталях различными инструментами производятся гнезда прямоугольных сечений. Обрабатываемая заготовка прикрепляется на столе двумя гидрозажимами, а механизм резания устанавдивается над столом. Гнездо выбирается фрезерной цепочкой, натянутой сверху на четырехзубую приводную звездочку, сидящую на валу электродвигателя, и снизу на направляющую планку с натяжным роликом. Электродвигателю на подмоторной плите можно придавать установочные перемещения по направляющим кронштейна в осевом направлении. Кронштейн по направляющим станины с помощью гидроцилиндра выполняет следующие перемещения: вниз - рабочее, вверх - холостое. Стол станка устроен из двух частей: горизонтальной и вертикальной. Горизонтальная часть обладает ручным установочным перемещением относительно вертикальной части. Обе части стола производят рабочее перемещение при выборке гнезда, длина которого больше размера режущего инструмента, по шариковым направляющим с помощью зубчато-реечной передачи и маховика.
Масло от насоса через напорный золотник подается к распределителям. Распределитель осуществляет управление гидроцилиндром подачи суппорта. Дроссель и обратный клапан в магистрали гидроцилиндра создают бесступенчатое регулирование скорости подачи суппорта. Распределитель координирует работу зажимов. Нажатием на переносную электропедаль масло подается в гидрозажим и гидроцилиндр. Деталь зажимается на столе, а суппорт совершает движение вниз. В конце рабочего хода суппорт надавливает на конечный выключатель, переключающий распределитель. Если педаль отпущена, суппорт производит холостой ход. В конце холостого хода суппорт надавливает на конечный выключатель, переключающий распределитель. При этом распределитель устанавливается в среднем положении. В следствии, все подаваемое насосом масло сливается в бак через распределитель, а суппорт останавливается, так как в среднем положении распределитель перекрывает выход масла из обеих полостей гидроцилиндра подачи.
Проведен анализ конструкций станков аналогичного типа. Приведена расчетная часть. Произведен расчет скорости подачи по заданной мощности 1,5 кВт, где определена скорость главного движения резания 10 м/с и скорости подачи: осевой 4 м/мин и боковой 2 м/мин.
Приведен расчет тягового усилия подачи с определением общей силы тяги 261,3 Н, давления прижима на заготовку 0,9×105Па, мощности для подачи 54 Вт. Выполнен расчет производительности станка, равной 6144 шт/смену. В данной работе выполнен проект конструкции цепнодолбежного станка ДЦА-3, используемого для выборки пазовых соединений прямоугольного сечения при сборке столярно-строительных изделий и мебели.
Спецификация – 1 лист
В программе: AutoCAD

Проект диленно-реечного станка с роликово-дисковой подачей ЦА-3 для распиловки пиломатериалов
Код: 03.01.06.02.05Количество чертежей: 2 штуки
Спецификация – 2 листа
В программе: Компас 3D v

Проект конструкции круглопильного прирезного станка ЦДК 4-1 для раскроя пиломатериалов
Код: 03.01.06.02.04Количество чертежей: 5 штук
Спецификация – 2 листа
В программе: Компас 3D v

Чертежи пятипильного станка Ц5Д для раскроя пиломатериалов
Код: 03.01.06.02.03Программа Компас 3D V

Рабочий чертеж машины рубильной дисковой МРГ-20Н для измельчения древесины
Код: 03.01.06.02.02Спецификация – обозначения прописаны на чертеже
В программе: Компас 3D v

Чертеж генерального плана лесопильного цеха
Код: 03.01.06.02.01Программа AutoCAD (Автокад)
Последние просмотренные материалы