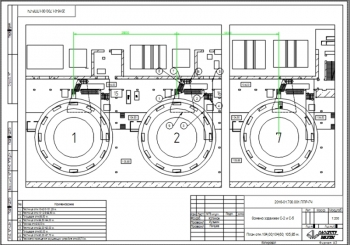
- Чертеж автоматической линии для изготовления детали "вилка-опора", А1
- Автоматическая линия в сборе, А1
- Конструкция прибора БВ-4217, А3
- Схват ПР сборочный чертеж, А3
Дополнительные материалы: прилагается расчетно-пояснительная записка на 14 листах.
Выполнен анализ технологичности объекта и проведена кодировка поверхностей. В качестве технологического объекта для разработки автоматической линии принята деталь типа «Вилка-опора». В процессе ее обработки выполняется обработка шейки вала разной точности.
Описано назначение технологических операций. Составлена матрица поверхностей технических элементов и операций: сверление черновое, получистовое, зенкерование, развертывание.
Проведено формирование возможных маршрутов обработки, распределение технологичности операций технологического маршрута по технологическим средствам.
Сделана разработка структурной схемы автоматической линии, алгоритма ее функционирования.
Определено время автоматического цикла на одной позиции – 1 мин, производительность – 6 изд/час.
Приведены параметры системы:
|
№ |
Количество |
Значение |
|
1 |
Ячеек |
5 |
|
2 |
Потоков |
1 |
|
3 |
Механизмов |
12 |
|
4 |
Действий |
24 |
Сделано описание автоматической линии. Спроектированная автоматическая линия для изготовления детали «Вилка-опора» используется для выполнения операций: точение - черновое, получистовое и чистовое, шлифование. Управление станками осуществляется с использованием системы ЧПУ. В ее состав входят три токарных и один шлифовальный станок, на которых установлены роботы, а также устройства для перемещения деталей между станками. Линия работает по принципу однопоточности, при этом заготовка подается на загрузочную позицию с магазина заготовок. Деталь сначала перемещается на вторую позицию с использованием транспортного механизма, где робот устанавливает её на станок для обработки. После завершения обработки робот возвращает деталь на транспортер, который переносит её на следующую позицию, и процесс повторяется. После обработки последней стороны деталь перемещается на позицию для выгрузки.
Описан измерительный прибор. Прибор ВБ-4217 предназначен для проверки размеров посадочных отверстий, внутренних колец железнодорожных подшипников качения и валов. Он обеспечивает возможность визуального и автоматического контроля размеров: визуальный контроль осуществляется с использованием шкалы пневмоэлектрического датчика с точностью до 0,001 мм; автоматическая подача команд используется для измерения режимов резания и остановки станка при достижении установленного размера. Максимальная погрешность этого прибора составляет ±0,002 мм.
В проекте выполнена разработка автоматической линии для изготовления детали «вилка-опора» с проектированием ее структурной схемы и алгоритма функционирования, с формированием маршрутов обработки.
Расчетно-пояснительная записка Word: 14 страниц
Программа: Компас 3D v

Проектирование автоматизированного электропривода
Код: 03.01.01.01.11Программа: Компас 3D v
Спецификация – 1 лист
Количество чертежей: 1 штука

Разработка автоматизированного электропривода следящей системы
Код: 03.01.01.01.10Программа: Компас 3D v
Спецификация – 2 листа
Количество чертежей: 1 штука

Разработка системы циклового программного управления ЗИМ
Код: 03.01.01.01.09Программа: Компас 3D v
Количество чертежей: 3 штуки

Чертежи автоматизированной линии механической обработки вилок переключения автомобиля Урал
Код: 03.01.01.01.01Количество чертежей 17
Формат А-1, А-2

Чертежи автоматической линии механической обработки вала КПП
Код: 03.01.01.01.02Количество чертежей 11
Формат А-1, А-2

Чертежи линии автоматической обработки чашки дифференциала автомобиля Камаз
Код: 03.01.01.01.03Количество чертежей 13
Формат А-1
Последние просмотренные материалы