Перечень чертежей
- Ремонтный чертеж ковша фронтального одноковшового погрузчика ТО-18Б с технологическим маршрутом восстановления на формате А2.
На чертеже приведена дефектовочная карта ковша погрузчика с дефектами:
- трещина боковой стенки ковша – заварить трещину ручной дуговой сваркой (или заделка эпоксидными материалами)
- износ отверстия под втулку – наплавить и расточить при помощи установки Авантехно 611 (также допускаемым способом устранения дефекта является вибродуговая наплавка и наплавка в среде газа
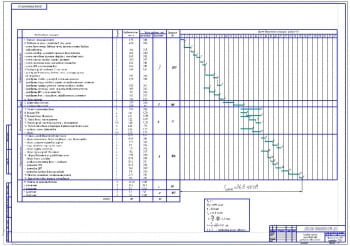
Разработанный технологический маршрут:
005 - Разделочная - разделать (деф.1)
010 - Сверлильная - сверлить (деф.1)
015 - Шлифовальная - шлифовать (деф.1)
020 - Обезжиривание - отчистить (деф.1)
025 -Сварочная - заварить (деф.1)
030 - Контрольная - контролировать (деф.1)
- Сварочная операция А3 с обозначением позиций: источник питания, электрод, электрическая дуга, ковш, сварочные провода
- Чертеж расточной операции А3 с таблицей расчетных значения и позициями: суппорт, борштанга, ковш, резец, растачиваемое отверстие
Цель проекта – разработать технологический процесс восстановления ковша фронтального одноковшового погрузчика ТО-18Б.
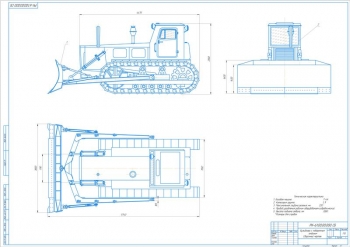
Ковш ТО-18Б (рисунок 1), номер по каталогу 21.01.000, с помощью пальцев закреплён на стреле передней полурамы фронтального одноковшового погрузчика. Ковш представляет собой жесткую объёмную сварную металлоконструкцию из стали, состоящую из режущей части, боковых стенок с режущими кромками и задней стенки (днища). На задней стенке имеются проушины для крепления к стреле.
Ковш применяется для копания и погрузки сыпучих и кусковых материалов и грунтов 1-2 категории. Ковш изготавливается из конструкционной низколегированной стали 15ХСНД ГОСТ 19282-73.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 23 страницах, где выполнено:
- Дана характеристика детали ковш
- Приведены технические требования на дефекацию детали
|
Наименование детали: Ковш погрузчика ТО-18Б |
|||||
|
|
Номер детали : ТО-18Б 21.01.000 |
||||
|
Материал: Сталь 15ХСНД ГОСТ 19282-73 |
|||||
|
Твердость: 220 НВ |
|||||
|
Позиция на эскизе |
Возможный дефект |
Способ установления дефекта и средства контроля |
Размер, мм |
Заключение |
|
|
По рабочему чертежу |
Допустимый без ремонта |
||||
|
1 |
Поломка зубьев |
Визуальный осмотр |
– |
– |
Заменить |
|
2 |
Трещина на боковых стенках |
Визуальный осмотр |
– |
– |
Ремонтировать Сваркой Постановкой фигурной ставки |
|
3 |
Образование трещин в сварных швах ковша |
Визуальный осмотр |
– |
– |
Ремонтировать Сваркой Постановкой заплатки |
|
4 |
Износ отверстия под втулку верхней проушины |
Измерительный инструмент |
Ø 65+0,030 |
Ø 65,05 +0,030 |
Ремонтировать Наплавка ДРД |
|
5 |
Износ отверстия под втулку |
Измерительный инструмент |
Ø 85+0,035 |
Ø 85,05+0,035 |
Ремонтировать Наплавка ДРД |
- Рассмотрены дефекты детали и причины их возникновения
Дефект 1 – трещина в боковой стенке – из-за не правильной эксплуатации и перегрузок ковша. Происходит искривление конструкции и как следствие, образуются трещины разной длины.
Дефект 2 – износ отверстий проушин – при ослаблении втулок отверстия проушин ковша изнашиваются, принимая эллипсообразную форму. Причиной этого может быть не своевременный ремонт или замена пальца и втулок, а также повышенные нагрузки во время работы.
- Приведены технические требования к отремонтированной детали
- Разработана технологическая часть с описанием маршрута ремонта. Ковш погрузчика ТО-18Б относится к деталям 7-го класса (детали из тонколистовой стали) и 1-ой группы (кабины). Данная деталь будет восстанавливаться на маршруте восстановления отверстий и устранения трещин.
- Выполнен выбор рационального способа восстановления детали с выбором технологических баз. Разработана схема подефектного технологического процесса устранения группы дефектов ковша
- Выполнен расчет припусков
- Разработан технологический маршрут восстановления ковша
|
Номер операции |
Код, наименование и содержание операции |
Оборудвание |
Станочное приспсбление |
Инструмент |
|
|
Режущий |
Измерительный |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
005 |
4130 Разделочная 1. Разделать кромки трещины |
Кромко фрезерная машина ЕКФ300 |
Опорная плита |
фреза торцевая насадная 391831 ГОСТ 9304-69 |
Шаблон угломер |
|
010 |
4210 Сверлильная 1. Установит переносной сверлильный станок 2. Сверлить отверстия по концам трещины 3. Зенкеровать отверстия |
Сверлильный станок МС-36 |
Опорная плита |
Сверло 391221 ГОСТ 10903-77Зенкер 391630 ГОСТ 14953-80Е |
Штангенцир-куль ШЦ- ΙΙ-160-0,1 ГОСТ 166-89 |
|
015 |
4130 Шлифовальная 1. Зачистить место под сварной шов |
Шлифвалная машина ИЭ-2106 |
Опорная плита |
Круг шлифовный 398100 ГОСТ 2424-83 |
––– |
|
020 |
0191 Обезжиривание 1. Обезжирить место шва |
Растворитель |
Опорная плита |
––– |
––– |
|
025 |
9100 Сварочная 1. Заварить трещину 2. Очистить шов от шлака |
выпрямтель Дуга – 318М1 |
Опорная плита, |
Электрод ДСК-50 ГОСТ 9467-75 |
––– |
|
030 |
0200 Контрольная 1. Проверить качество сварного шва |
Молоток, керосин, мел |
Опорная плита |
––– |
––– |
|
035 |
9100 Сварочная 1. К проушине с отверстием Ø 85 мм установить центроискатель 2. Отцентрировать отверстия точностью до 0,05 мм 3. Прихватить сваркой временные суппотры |
Авантехно 611, Сварочный полуавтомат Telwin Mastermig 270/2 |
Опорная плита |
Порошковая проволока 08G3Si1 толщиной0,8 мм |
Нутромер индикаторный НИ 50-100 394201 ГОСТ 9244-75 |
|
040 |
4220 Расточная 1. Установить вал с резцами и машину 2. Расточить отверстия до значения круглости не более 0,01 мм |
Авантехно 611 |
Опорная плита |
Борштанга |
Нутромер индикаторный НИ 50-100 394201 ГОСТ 9244-75 |
|
045 |
9300 Наплавочная 1. Установить вал для наплавки 2. Присоединить кабель к наплавочному аппарату 3. Наплавить до размера Ø 88,8 мм |
Авантехно 611, Сварочный полуавтомат Telwin Mastermig 270/2 |
Опорная плита |
Вал наплавочный Порошковая проволока 08G3Si1 толщиной0.8 мм |
Нутромер индикаторный НИ 50-100 394201 ГОСТ 9244-75 |
|
050 |
4220 Расточная 1. Установить вал с резцами 2. Расточить отверстия до значения круглости не более 0,01 мм и размером Ø85+0,030 мм |
Авантехно 611 |
Опорная плита |
Борштанга |
Нутромер индикаторный НИ 50-100 394201 ГОСТ 9244-75 |
|
055 |
0200 Контрольная 1. Проверить качество наплавки. 2. Проверить размер отверстия Ø85+0,030 мм 3. Проверить отклонения: круглости не более 10 мкм; параллельности не более 12 мкм; сносности не более 25 мкм; |
Нутромер, шаблоны пробковые |
Опорная плита |
––– |
Нутромер индикаторный НИ 50-100 394201 ГОСТ 9244-75, шаблоны пробковые |
7. Выполнен выбор оборудования, расчет режимов обработки
Спецификация – 1 лист
В программе: Компас 3D v и AvtoCAD

Конструкция бульдозера с неповоротным отвалом Т-4А
Код: 03.01.03.07.21Программа Компас 3D V и AutoCAD (Автокад)

Поворотный отвал бульдозера модели ДЗ-60ХЛ на базе трактора Т-330
Код: 03.01.03.07.20Программа AutoCAD (Автокад)

Бульдозерное оборудования отвала строительно-дорожной машины Т-170
Код: 03.01.03.07.19Спецификация – 2 листа
Программа Компас 3D V и AutoCAD (Автокад)

Поворотный отвал бульдозера на базе трактора Т-500 с деталями
Код: 03.01.03.07.18Спецификация – 2 листа
Программа Компас 3D V и AutoCAD (Автокад)

Рабочее оборудование неповоротного отвала бульдозера трактора Т-500
Код: 03.01.03.07.17Программа Компас 3D V

Рабочее оборудование рыхлителя на базе трактора Т-130
Код: 03.01.03.07.16Программа Компас 3D V
Последние просмотренные материалы