Мои материалы
↓
Материалов пока нет
Материалов: 0 на сумму 0 рублей
Перейти к выбранному
Оформить заказ
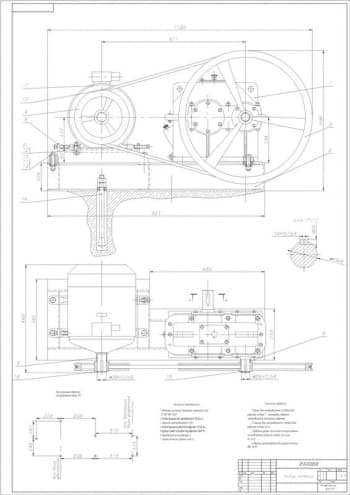
Инженерная чертежная программа: Компас 3D V:
- Чертеж детали вал массой 9.9, в масштабе 1:1 (материал: Сталь 38ХС Г0СТ 4543-71), с техническими требованиями: 286 ... 341 HB, материал-заменитель - сталь 40ХС Г0СТ 4543-71, неуказанные требования по штамповке по классу Т5 Г0СТ 7505-89, * размеры обеспеч. инстр., предельные неуказанные отклонения размеров Н14, h14, +-IT14/2, острые кромки притупить радиусом или фаской 0,2 max, неуказанные радиусы R0,3 max, покрытие Хим. Фос. прм., маркировать Ч и клеймить И, К на бирке к детали (формат А3*3)
- Чертеж деталировки шестерни массой 0.5, в масштабе 2:1(материал: Сталь 38ХС Г0СТ 4543-71), с техническими требованиями: 286 ... 341 HB, материал-заменитель - сталь 40ХС Г0СТ 1045-87, сталь 45Х Г0СТ 4543-71, * размер обеспеч. инстр., покрытие Хим. Фос. прм., маркировать Ч и клеймить И, К на бирке (формат А3)
- Деталировочный чертеж колеса массой 6.3, в масштабе 1:1 (материал: Сталь 38ХА Г0СТ 4543-71), с техническими требованиями: 286 ... 341 HB, материал-заменитель - сталь 40ХС Г0СТ 1045-87, сталь 45Х Г0СТ 4543-71, * размеры обеспеч. инстр., предельные неуказанные отклонения размеров Н14, h14, +-IT14/2, покрытие Хим. Фос. прм., маркировать Ч шрифтом 6-Пр3 Г0СТ 26.008-85, клеймить И, К (формат А4*3)
- Рабочий чертеж детали корпус массой 12.8, в масштабе 1:2 (материал: СЧ15 Г0СТ 1412-85), с техническими требованиями: материал - заменитель - чугун марки СЧ18 Г0СТ 1412-85, СЧ20 Г0СТ 1412-85, неуказанные литейные уклоны не более 3о, внутренние радиусы 5мм, допуск на толщину стенки +1мм, точность отливки 11-0-0-11 Г0СТ 26645-85, допускаются на поверхн. детали, кроме резьбовых и посадочных отв. и привалочных поверхн. наличие отдельных, не выходящих на края раковин, наибольшим измерением до 4 мм, глубиной не более одной трети толщины стенки в количестве до 6 шт. на поверхн., допускается технологическая сетка на наружных литых поверхн. с шагом до 20 мм, высотой до 1,5 мм, допускаются дефекты на литых поверхностях глубиной до 2 мм, высотой до 1,5 мм, допускается исправление литейных дефектов, превышающих допустимые газо- или электросваркой с последующей зачисткой или заделкой пастой АСТ 79-69-62 или пайкой, предельные неуказанные отклонения размеров механически обрабатываемых поверхн. H14, h14, +-IT14/2, обработку по размерам в квадратных скобках производить совместно с дет. 078.505.0.0106.00, детали маркировать одним заводским номером и применять совместно, при обработке поверхн. Е допускается: подрезание ребер Ж (7 мест) на глубину не более 5 мм, врезание в поверхн. З на глубину не более 5 мм, допускается нарезание резьбы И: от поверхн. Г на глубину 18 мм, не менее, от поверхн. Е на глубину 28 мм, не менее, покрытие до механической обработки грунтовка ФЛ-03К (1) Г0СТ 9109-81, маркировать Ч шрифтом 8-Пр3 Г0СТ 26.008-85, клеймить К, остальные ТТ по ТУ 052.002-89 (формат А1)
- Чертеж деталировки крышки массой 1.9, в масштабе 1:1 (материал: Сталь 35Л Г0СТ 977-88), с техническими требованиями: материал -заменитель - сталь 30Л Г0СТ 977-88, сталь 20 Г0СТ 1050-88, точность отливки 9 Т-0-0-8 Г0СТ 26645-85, остальные требования к отливке по 0СТ 3-4365-79, литейные уклоны 2о, литейные радиусы 2 мм, на поверхности В допускается остаток от питателя высотой до 2 мм, * размеры обеспеч. инстр., предельные неуказанные отклонения размеров H14, h14, +-IT14/2, покрытие до механической обработки грунтовка ФЛ-03К (1) Г0СТ 9109-81, маркировать Ч шрифтом 6-Пр3 Г0СТ 26.008-85, клеймить К (формат А4*3)
- Деталировочный чертеж крышки массой 7.7, в масштабе 1:2 (материал: СЧ15 Г0СТ 1412-85), с техническими требованиями: материал -заменитель - чугун марки СЧ18 Г0СТ 1412-85, СЧ20 Г0СТ 1412-85, неуказанные литейные уклоны не более 3о, внутренние радиусы 5 мм, допуск на толщину стенки +-1 мм, точность отливки 11-0-0-11 Г0СТ 26645-85, допускаются на поверхн. детали, кроме резьбовых и посадочных отв. и привалочных поверхн. наличие отдельных, не выходящих на края раковин, наибольшим измерением до 4 мм, глубиной не более одной трети толщины стенки в количестве до 6 шт. на поверхн., допускается технологическая сетка на наружных литых поверхн. с шагом до 20 мм, высотой до 1,5 мм, допускаются дефекты на литых поверхностях глубиной до 2 мм, высотой до 1,5 мм, допускается исправление литейных дефектов, превышающих допустимые газо- или электросваркой с последующей зачисткой или заделкой пастой АСТ 79-69-62 или пайкой, предельные неуказанные отклонения размеров механически обрабатываемых поверхн. H14, h14, +-IT14/2, обработку по размерам в квадратных скобках производить совместно с дет. 078.505.0.0104.00, детали маркировать одним заводским номером и применять совместно, при обработке поверхн. Р, С (5 мест) и Т (2 места) допускается подрезание ребер на глубину не более 5 мм, покрытие до механической обработки грунтовка ФЛ-03К (1) Г0СТ 9109-81, маркировать Ч шрифтом 8-Пр3 Г0СТ 26.008-85, клеймить К, остальные ТТ по ТУ 052.002-89 (формат А1)
- Чертеж детали втулка массой 0.15, в масштабе 1:1 (материал: Труба 65*12 Г0СТ 8734-75/20 Г0СТ 8733-74), с указанными размерами для справок и с техническими требованиями: материал-заменитель - Труба 65*12 Г0СТ 8734-75/10 Г0СТ 8733-74, покрытие Хим. Фос. прм., маркировать Ч и клеймить К на бирке (формат А4)
- Чертеж деталировки втулки массой 0.056, в масштабе 1:1 (материал: Труба 45*10Г0СТ 8734-75/20 Г0СТ 8733-74), с указанными размерами для справок и с техническими требованиями: материал-заменитель - Труба 45*10 Г0СТ 8734-75/10 Г0СТ 8733-74, *размер обеспеч.инстр., покрытие Хим. Фос. прм., маркировать Ч и клеймить К на бирке (формат А4)
- Деталировочный чертеж сальника массой 3.6г, в масштабе 1:1 (материал: Войлок ПС6 Г0СТ 6308-71), с указанными размерами для справок и с техническим требованием: маркировать Ч и клеймить К на бирке (формат А4)
- Рабочий чертеж детали шайба массой 0.036, в масштабе 2:1 (материал: Лист БТ-ПН-4 Г0СТ 19904-90/ОК300В-II Г0СТ 16523-97), с указанными размерами для справок и с техническими требованиями: предельные неуказанные отклонения размеров H14, покрытие Хим. Фос. прм., маркировать Ч и клеймить К на бирке (формат А4)
- Сборочный чертеж редуктора массой 50, в масштабе 1:1, с техническими требованиями: допускается замена на другие типы герметиков по ТУ 6-10-1010-80, край шайбы поз.10 отогнуть в прорезь втулки поз.8, шайбу поз.10 кернить в шлиц винта поз.22 (2 места), вращение вала поз.1 должно быть плавным без заеданий, контроль производить до установки мотора гидравлического поз.34, свободные полости редуктора заполнить смазкой ЛИТА ТУ 38.1011308-90 0,3 ... 0,4 кг, отв. Г мотора гидравлического поз.34 закрыть транспортными заглушками, покрытие наружных поверхн. кроме привалочных поверхн. корпуса поз.4 , крышки поз.5, крышки поз.6 согласно табл., маркировать согласно табл. шрифтом 8-Пр3 Г0СТ 26.008-85, клеймить К (формат А1)
Спецификация – 3 листа

Чертеж общего вида передней подвески мотовездехода
Код: 03.01.03.20.01Как здесь скачать?
Количество чертежей: 2 шт.
Программа Компас 3D V
Спецификация – отсутствует
Программа Компас 3D V
Спецификация – отсутствует

Сборочный чертеж передней подвески
Код: 03.01.03.20.04Как здесь скачать?
Программа Компас 3D V
Спецификация – листов 2
Спецификация – листов 2

Чертеж переднего привода с подвеской в сборе
Код: 03.01.03.20.03Как здесь скачать?
Количество чертежей: 2 шт.
Программа Компас 3D V
Спецификация – 2 листа
Программа Компас 3D V
Спецификация – 2 листа

Сборочный чертеж привода ведущих колес автомобиля КрАЗ
Код: 03.01.03.20.08Как здесь скачать?
Программа Компас 3D V
Спецификация – отсутствует
Спецификация – отсутствует

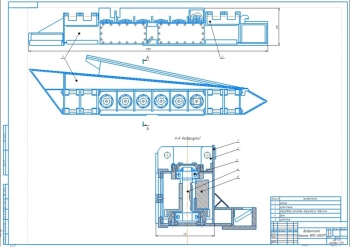
Сборочный чертеж каретки подвески ВТ-150
Код: 03.01.03.20.09Как здесь скачать?
Программа Компас 3D V
Спецификация – листов 3
Спецификация – листов 3

Комплект сборочных узлов ходовой части ИЖ 2126
Код: 03.01.03.20.13Как здесь скачать?
Количество чертежей: 10 штук
Спецификация – 4 листа
Создан в программе Автокад
Спецификация – 4 листа
Создан в программе Автокад
Зарегистрируйтесь, чтобы создать отзыв.