Перечень чертежей:
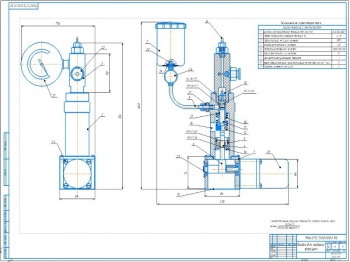
- Чертеж общего вида зубострогального полуавтомата 5236П А1 с техническими условиями:
- Модуль нарезаемых колёс 0,5..2,5 мм
- Число зубьев нарезаемого колеса 10..200
- Угол делительного конуса нарезаемых колёс 5°42'..84°18'
- Наибольшая длина зуба 20 мм
- Наибольшая длина хода резцов 28 мм
- Число двойных ходов резцов в минуту 460...800
- Расстояние от торца шпинделя делительной бабки до центра станка 30...140 мм
- Время, затрачиваемое на обработку одного зуба 3,7..126 с
- Наибольшая длина хода ползунов 28 мм
- Наибольшая высота обрабатываемого зуба 5,5 мм
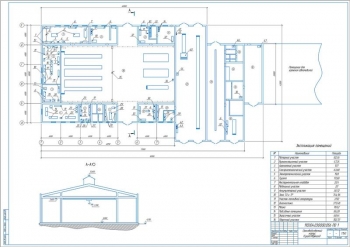
- Делительная бабка в сборе А1
- Трущиеся поверхности смазать солидолом
- Обеспечить герметичность
- Течь масла не допускается
- Маркировать обозначение на табличке
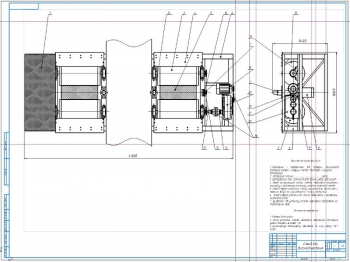
- Кинематическая схема структуры станка
Дополнительные материалы: прилагается расчетно-пояснительная записка на 24 листах.
В пояснительной записке описано предназначение проектируемого оборудования. Зубострогальный станок модели 5236П необходим для нарезки конических зубчатых колёс с прямым зубом двумя резцами методом обкатки. Станок нарезает колеса 6/7-й степени точности. Повышенная точность обуславливается использованием в конечных звеньях кинематических цепей высокоточных червячных передач с большим передаточным отношением.
На станке расположена передняя бабка. Внутри бабки в виде барабана размещена люлька с опорами качения по наружному диаметру. На торце люльки располагаются направляющие скольжения для двух суппортов с закреплёнными на них резцами. Бабку изделия с укреплённой на шпинделе заготовкой вместе с основанием разворачивают на столе вокруг вертикальной оси для обеспечения необходимого угла между осями заготовки и люльки (воображаемого производящего колеса). Для совмещения вершин конусов этих колёс бабку изделия двигают вдоль оси шпинделя по направляющим основаниям. Распределительный вал управляет всеми переключениями в течение цикла, за который совершается один оборот. Кулачки управляют движением стола, методом воздействия на микропереключатель счётчика циклов (числа нарезанных зубьев), для остановки полуавтомата после обработки всех зубьев, а так же переключая электродвигатель постоянного тока с рабочей частоты на ускоренную частоту вращения. Кулачок, который расположен на валу, совершает управление реверсом. Возвратно-поступательное движение резцов со скоростью резания исполняется приводом от асинхронного электродвигателя через ременную передачу и систему зубчатых передач до центрального вала люльки. Кривошипно-шатунный механизм преобразует вращение вала в возвратно-поступательное движение рычага вокруг оси, переходящее затем в возвратно-поступательное движение ползунов с резцами.
Приведена структурная схема станка с описанием технологических циклов, производимых в группах формообразования, группах деления и вспомогательного движения, а также группах установочного движения.
Описана реализация основных методов формообразования поверхностей с применением приближённого метода профилирования зубьев, который заключается в замене с достаточной точностью сферических поясов поясами, лежащими на конусах, образующие которых касательны к сфере радиуса в точках, принадлежащих окружностям.
Построена схема расположения профилей зубьев конических колёс на сферической поверхности.
Составлено уравнение кинематического баланса привода главного движения, при котором установлено, что условие подбора сменных зубчатых колес гитары деления выполняется.
Рассмотрена система управления станка с описанием основных узлов и механизмов, а так же принципом действия системы. Изучены устройства и методы для крепления инструментов.
Приведен раздел с требованиями по охране труда, где рассмотрены общие требования безопасности и требования безопасности в аварийных ситуациях.
В данной работе спроектирован станок модели 5236П, предназначенный для нарезания конических зубчатых колёс с прямым зубом двумя резцами методом обкатки.
В программе: Компас 3D v, AutoCad

Большой набор рабочих чертежей узлов и деталей алмазно-заточного станка со спецификацией
Код: 03.01.05.02.06.02Спецификация – 7 листов в программе Автокад
Программе Автокад (AutoCAD)

Набор сборочных чертежей алмазно-заточного станка с рабочими чертежами деталей, кинематической схемы
Код: 03.01.05.02.06.01Программы Компас 3D V Автокад (AutoCAD)
Спецификация – 11 листов
Последние просмотренные материалы