Перечень чертежей:
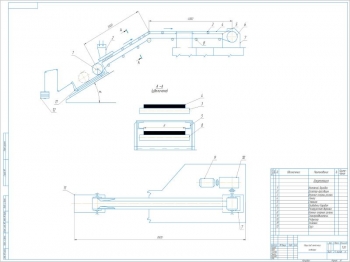
- Кинематическая схема плоскошлифовального станка модели 3Г71 А1 с обозначением элементов схемы и с техническими требованиями:
Вращательное движение шпинделя шлифовального круга осуществляется от электродвигателя через ременную передачу.
Винт вертикальной подачи закреплен в колонне и неподвижен в осевом направлении.
Автоматическая поперечная подача крестового суппорта включается в конце каждого продольного хода стола.
Автоматическая продольная подача стола осуществляется от гидроцилиндра с 2-х сторонним штоком.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя.
Вертикальная и поперечная подачи могут быть ручная и автоматическая.
При включении давления в гидросистеме шестерня автоматически выводится из зацепления с рейкой.
В зависимости от размеров шлифуемой детали устанавливаются кулачки продольного реверса так, чтобы продольный ход стола был больше длины детали на 100 мм.
Перед установкой на станок шлифовальный круг сбалансировать статически.
Смазка направляющих производится путем отвода масла с верхних направляющих крестового суппорта по специальным каналам.
- Чертеж шлифовального круга А2:
Балансировку круга производить непосредственно на станке.
Биение внутреннего отверстия относительно наружного не более 5 мкм.
- Чертеж общего вида плоскошлифовального станка А1:
Приведены размеры с учетом подвижных частей.
Транспортировку станка осуществлять согласно схеме транспортирования, указанной в паспорте.
Станок устанавливают на индивидуальный фундамент, выполненный в соответствии с установочным чертежом.
Помещение, в которое устанавливается станок должно иметь постоянную температуру 16-20°С с суточным колебанием ±1,5°.
При установке обеспечить точность в продольном и поперечном направлениях 0,02 мм на 1000 мм.
При установке произвести выверку станка согласно рекомендациям, указанным в паспорте.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 32 страницах, где проводится анализ плоскошлифовального станка модели 3Г71 и проектирование режущего инструмента к нему.
Проведен анализ конструкции современных металлорежущих станков. Шлифовальные станки делятся на кругло- и внутришлифовальные, плоскошлифовальные, специализированные и другие, работающие абразивным инструментом. В данной работе рассмотрен плоскошлифовальный станок марки 3Г71. Этот станок предназначен для обработки заготовок торцом или периферией шлифовального круга. При шлифовании торцом круга отсутствует поперечная подача, тогда как при шлифовании периферией эта подача есть.
Описано назначение и принцип работы плоскошлифовального станка 3Г71. Данный станок предназначен в основном для шлифования поверхностей периферией круга. Обработка торцом круга возможна для поверхностей, расположенных под углом 90° к зеркалу стола. На станке методом врезания можно выполнять:
- Чистовое шлифование изделий с профильными поверхностями небольшой глубины и ширины профиля;
- Черновое и чистовое шлифование изделий, ширина которых меньше ширины круга.
Приведены схемы обработки на плоскошлифовальном станке.
Перечислены технические характеристики станка:
- Расстояние от оси шпинделя до стола:
- наименьшее – 80 мм;
- наибольшее – 450 мм;
- Наибольшее перемещение стола:
- ручное: продольное – 710 мм;
поперечное – 235 мм;
- механическое: продольное – 700 мм;
Поперечное – 235 мм;
- Наименьшее продольное механическое перемещение стола – 70 мм;
- Скорость продольного перемещения стола:
- наименьшее – 5 м/мин;
- наибольшее – 20 м/мин;
- Наибольшие размеры шлифуемых изделий:
- длина – 630 мм;
- ширина – 200 мм;
- высота – 320 мм;
- Поперечная автоматическая подача стола на каждый ход:
- наименьшее – 0,2 мм;
- наибольшее – 4 мм;
- Вертикальная автоматическая подача:
- наименьшее – 0,005 мм;
- наибольшее – 0,05 мм;
- Окружная скорость шлифовального круга – 35 м/с;
- Размер шлифовального круга – 250х25х75 мм;
- Число оборотов электродвигателя – 2800 об/мин;
- Число оборотов шлифовального круга – 2680 об/мин.
Основными узлами станка являются: станина, крестовый суппорт, стол, колонна, шлифовальная бабка. Станок управляется пультом управления с лимбами и рукоятками.
На станке присутствуют следующие виды движения – движение резания, продольная, поперечная и вертикальная подачи, вспомогательные движения.
Конструктивной особенностью станка является наличие тяговых механизмов в виде передач винт-гайка скольжения для обеспечения вертикального перемещения шлифовальной бабки и поперечного перемещения крестового суппорта и реечной передачи для ручного продольного перемещения стола и подач и отсутствие коробки скоростей.
Направляющие скольжения и качения получили наибольшее распространение в станках. Обычно направляющие скольжения обычно изготавливают из серого чугуна. В плоскошлифовальном станке направляющие обеспечивают высокую точность подач и обработки.
Описана кинематическая схема станка. На станке имеются индивидуальные электродвигатели для ускоренного автоматического перемещения шлифовальной бабки и для сообщения главного движения резания шлифовальному кругу.
Главное движение резания или вращательное движение шпинделя шлифовального круга осуществляется через ременную передачу от электродвигателя и имеет частоту вращения 2700 об/мин. Скорость главного движения резания: при новом круге – 35,5 м/сек, при наиболее изношенном – 24 м/сек.
Автоматическая вертикальная подача, как и ручная, обеспечивается механизмом вертикальной подачи. Механизм поперечной подачи объединяет механизм автоматической поперечной и ручной подач суппорта.
Вращение круга постоянно. Привод шпинделя идет от электродвигателя через плоскоременную передачу.
Приведены указания по эксплуатации и обслуживанию станка. Чистота и точность шлифования зависят от правильной установки станка. При выборе места под фундамент соблюдают следующие условия:
- Помещение должно иметь температуру 16-20° с суточным колебанием +1,5°;
- Рядом со станком не должно быть машин, которые вызывают вибрацию станка.
Описаны требования техники безопасности и экологии при работе на станке.
Обоснована экономическая эффективность станка. С применением разных приспособлений возможно профильное шлифование. Станок поставляется с электромагнитной плитой.
Спроектирован режущий инструмент, применяемый на станке. Шлифовальный круг – инструмент, применяющийся для шлифования и заточки разных материалов, для обработки деталей и конструкций из металла, камня, чугуна, нержавеющей стали, для заточки режущих поверхностей инструментов и зачистки сварных швов.
Технические требования, предъявляемые к кругу:
- Абразивная способность – возможность обрабатывать одним материалом другой или группу других;
- Механическая стойкость – способность абразивного материала выдерживать механические нагрузки и не разрушаться при резке, полировке и шлифовке;
- Химическая стойкость – способность не изменять своих свойств в растворах кислот, щелочей, в воде и органических растворителях;
- Размер зерен – влияет на глубину, полировке и шлифовке.
Представлена схема резания и расположения абразивных зерен, пор и связки в абразивном инструменте при шлифовании.
Рассчитаны геометрические параметры инструмента. Выбран тип круга – тип 1, предназначенный для круглого, плоского, внутреннего и бесцентрового шлифования, а также для заточки, прорезки пазов и шелушения круп. Размеры круга:
- Диаметр – 13-1060 мм;
- Высота – 3-200 мм;
- Отверстие – 6-305 мм.
В ходе проведения работ были рассмотрены конструкции шлифовальных станков, более подробно представлен плоскошлифовальный станок марки 3Г71. Описано предназначение и устройство станка. Рассмотрены движения станка и его конструктивная особенность.
Приведены указания по эксплуатации и обслуживанию станка, требования техники безопасности. Спроектирован режущий инструмент – шлифовальный круг.
В программе: Компас 3D v
")
Гриндер Г10.3 (шлифовально-ленточный станок)
Код: 03.01.05.02.05.04В программе: Компас 3D v

Круглошлифовальный станок 3Б12
Код: 03.01.05.02.05.03Количество чертежей: 2 штуки
В программе: AvtoCAD

Набор чертежей шпиндельного узла торцешлифовального станка в сборе
Код: 03.01.05.02.05.01Создан программе Компас 3D V
Последние просмотренные материалы