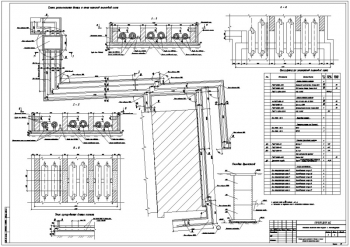
- Чертеж фрезерного приспособления в сборе для фрезерования шпоночного паза размером 24 мм А1.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 10 страницах, где описана разработка приспособления для фрезерования шпоночного паза размером 24 мм на вертикально-фрезерном станке 6Р13.
К исходным данным для разработки относится материал заготовки – сталь 45, оборудование – вертикально-фрезерный станок 6Р13 и определена погрешность базирования – 0,021 мм. Также выбран режущий инструмент, режимы резания и вспомогательный инструмент.
Описана работа приспособления. Заготовка устанавливается на призму и крепится прихватами. Поршень со штоком движется вправо при подаче масла в полость гидроцилиндра. Поршень давит на правый прихват, прижимающего заготовку к призме с необходимым усилием.
Выполнен силовой расчет приспособления, в ходе которого определены следующие показатели:
- Скорость резания – 37,68 м/мин;
- Окружная сила – 52 Н;
- Горизонтальная сила – 20,8 Н;
- Вертикальная сила – 46,8 Н;
- Радиальная сила – 20,8 Н;
- Осевая сила – 28,6 Н.
В качестве силового привода использован гидроцилиндр. Составлена схема зажимного механизма. Данные занесены в таблицу:
|
№ |
Название |
Значение |
|
1 |
Коэффициент запаса |
2,5 |
|
2 |
Сила крепления при учете силы резания, создающей момент резания |
406,25 Н |
|
3 |
Сила крепления при учете силы резания, смещающей заготовку в направлении подачи |
223,44 Н |
|
4 |
Полная сила крепления |
463,64 Н |
|
5 |
Диаметр поршня цилиндра |
125 мм |
Точность паза определяется точностью размеров. Для этого определены погрешности базирования – 0,021 мм, погрешность закрепления – 0,011 мм, погрешность изготовления установочного элемента – 0,05 мм и погрешность износа – 0,025 мм. По этим значением рассчитана точность приспособления – 0,12 мм.
Рассмотрен принцип работы приспособления.
Выполнен силовой расчет приспособления, в результате которого определены силы резания.
Рассчитан силовой привод, т.е. гидроцилиндр. Найдена сила зажима – 463,64 Н и диаметр цилиндра – 125 мм.
Определены погрешности базирования, закрепления, изготовления и износа установочного элемента. В итоге точность приспособления составила 0,12 мм.
Спецификация – 2 листа
В программе: Компас 3D v

Разработка приспособления для фрезерования деталей «Плита»
Код: 03.01.05.02.08.00.02.11Количество чертежей: 2 штуки
Спецификация – 2 листа
В программе: Компас 3D v

Проект станочного приспособления для зубофрезерования
Код: 03.01.05.02.08.00.02.10Количество чертежей: 5 штук
Спецификация – 2 листа
В программе: Компас 3D v

Фрезерное приспособление для сверлильно-фрезерного станка с ЧПУ
Код: 03.01.05.02.08.00.02.09Спецификация – 2 листа
Программа: Компас 3D v

Чертеж приспособления для фрезерования плоскости
Код: 03.01.05.02.08.00.02.08Спецификация – 1 лист
Программа: Компас 3D v

Приспособление фрезерования на станке 2206ВМФ4
Код: 03.01.05.02.08.00.02.07Спецификация – 2 листа
Программа: Компас 3D v

Фрезерное приспособление для станка консольно-фрезерного 6Р81
Код: 03.01.05.02.08.00.02.06Спецификация – 2 листа
Программа: Компас 3D v
Последние просмотренные материалы