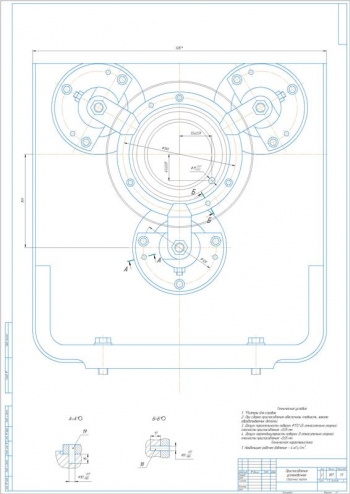
- Чертеж конструкции поворотных тисков с поршневым пневмоприводом, А2
- Конструкция заглушки, А4
- Рабочий чертеж детали заглушки
- 3-D модель заглушки
Дополнительные материалы: прилагается расчетно-пояснительная записка на 17 листах. В проекте выполнена разработка поворотных тисков с поршневым пневмоприводом для фрезерования паза в детали "заглушка". Материалом для изготовления детали служит сталь 10. В качестве заготовки принят пруток диаметром 68 мм. В конструкции детали имеется паз шириной 18 мм.
Проведен анализ технологичности детали. Разработан маршрутный технологический процесс изготовления детали, включающий в состав операции: 010 Заготовительная, 020 Токарная, 030 Фрезерная, 050 Координатно-расточная, 060 Слесарная, 070 Промывочная, 080 Контрольная, 090 Гальваническая, 100 Консервация.
Выполнено назначение режимов резания для обработки детали. Режимы резания выбраны с помощью программы САПР ТП2. Для операции 010 Заготовительная рассчитана скорость резания 31 м/мин и частота вращения 25 об/мин. Для 202 Токарная: скорость резания 101 м/мин, частота вращения 475 об/мин, глубина резания 1 мм, подача 0,25 мм/об. По аналогии рассчитаны значения для остальных операций.
Приведен расчет себестоимости детали. Определены параметры:
|
№ |
Наименование статей затрат |
Величина Руб./шт. |
|
1 |
Стоимость материала |
3,762 |
|
2 |
Заработная плата рабочих |
28,74 |
|
3 |
Отчисления во внебюджетный фонд |
10,313 |
|
4 |
Энергозатраты |
1,68 |
|
5 |
Амортизационные отчисления |
0,429 |
|
Итого |
44,924 |
|
Окончательная цена детали с учетом НДС составляет 68,9 руб. Выполнено описание устройства и работы приспособления. Поворотные тиски с поршневым пневмоприводом предназначены для фрезерования паза детали.
В центральное отверстие основания тисков выполнена установка цилиндра. С ним соединён поворотный пустотелый корпус, на котором выполнено закрепление распределительного крана с обратным клапаном и штуцером. Сверху к корпусу прикреплена стальная плита с пазами Т-образной формы под головки болтов, предназначенными для крепления сменных наладок. Регулируемая губка укреплена на плите. Она может переставляться в соответствии с шагом пазов. На подвижной губке выполнены Т-образные пазы для наладок. Она перемещается с помощью штока через рычаг, который установлен на оси. Заготовка закрепляется с помощью пневмоцилиндра и штока, регулирующих перемещение подвижных губок, которые зажимают заготовку. Наличие Т-образных пазов позволяет закреплять различные наладки к тискам. Тиски крепятся на столе вертикально-фрезерного станка 6Р11.
В работе спроектированы поворотные тиски с поршневым пневмоприводом, предназначенные для фрезерования паза в детали "заглушка".
Спецификация – 2 листа
В программе: Компас 3D v

Станочное приспособление для обработки детали Ось
Код: 03.01.05.02.08.00.04.27Количество чертежей: 8 штук
Спецификация – 1 лист
В программе: Компас 3D v

Приспособление для закрепления детали
Код: 03.01.05.02.08.00.04.26Спецификация – 2 листа
Программа: Компас 3D v

Зажимное устройство для закрепления детали Корпус
Код: 03.01.05.02.08.00.04.25Спецификация – 2 листа
Программа: Компас 3D v

Зажимное приспособление для фрезерования А1
Код: 03.01.05.02.08.00.04.24Спецификация – 2 листа
Программа: Компас 3D v

Конструктивная разработка зажимного приспособления
Код: 03.01.05.02.08.00.04.23Количество чертежей: 4 штуки
Спецификация – 4 листа
В программе: Компас 3D v

Конструкция контрольного приспособления
Код: 03.01.05.02.08.00.04Спецификация – 1 лист
Программа: Компас 3D v
Последние просмотренные материалы