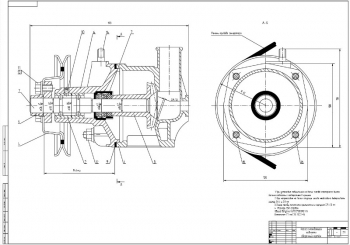
Чертеж конструкции автозажима инструмента вертикально-фрезерного станка, А1.
Автоматический зажим инструмента на станке должен обеспечивать быстродействие зажима, точность и жесткость крепления, минимальные габариты, надежность крепления. Он производится в патронах и промежуточных оправках, имеющих конический хвостовик. Происходит затягивание хвостовика оправки в конус шпинделя за счет силы упругости пакета тарельчатых пружин посредством стержня и шарикового захвата. Для того, чтобы произвести смену инструмента, шпиндель останавливается, в гидроцилиндр подается масло, выполняется перемещение его поршня вниз и происходит отжимание штоком стержня. Одновременно с этим выполняется отжим корпуса гидроцилиндра вверх и его соединение со шпинделем.
При выполнении давления стержня вниз шарики расходятся, вследствие чего захват освобождает и выталкивает оправку из конуса шпинделя в конце своего хода. В процессе ввода в конус шпинделя следующей оправки с инструментом, производится соединение полости гидроцилиндра со сливом, и выполняется закрепление оправки в шпинделе при помощи пакета тарельчатых пружин. При совершении вращения шпинделя масло не подаётся в гидроцилиндр. Положение его корпуса вдоль своей оси закрепляется по бурту тарельчатой пружины, имеющей малую жёсткость. Детали узла шпинделя не соприкасаются с деталями гидроцилиндра.
Программа: Компас 3D v

Зажимное приспособление с диафрагменным пневмоприводом
Код: 03.01.05.02.08.00.04.10Спецификация – 2 листа
Программа: Компас 3D v

Стол с пневмозажимом и пазами Т-образной формы
Код: 03.01.05.02.08.00.04.09Программа: Компас 3D v

Планшайба на агрегатный станок
Код: 03.01.05.02.08.00.04.08Программа: AvtoCAD

Чертеж планшайбы на токарный станок
Код: 03.01.05.02.08.00.04.07Программа: AvtoCAD

Чертеж зажимного приспособления для фрезерования паза
Код: 03.01.05.02.08.00.04.06Спецификация – 2 листа
Программа: Компас 3D v

Станочные тиски с ручным приводом
Код: 03.01.05.02.08.00.04.05Программа: Компас 3D v
Последние просмотренные материалы