Перечень чертежей:
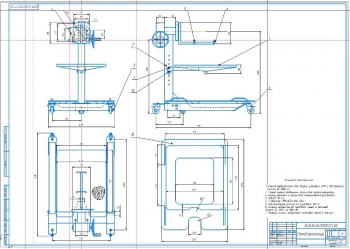
- Сборочный чертеж приспособления для фрезерования А1 с приведением продольного и четырех поперченных разрезов, позиционных выносок, габаритных размеров, предельных отклонений и условий:
- маркировать номер изделия и чертежа,
- установка приспособления на магнитную плиту не допускается,
- смазка трущихся элементов ЦИАТИМ 201.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 17 страницах. В пояснительной записке описан процесс разработка приспособления для фрезерования поверхности.
Дано понятие приспособлений в машиностроении, приведена их классификация по целевому назначению, в зависимости от степени механизации и автоматизации, по степени специализации.
Этапы проектирования приспособлений:
- разработка принципиальной схемы установки и закрепления обрабатываемой заготовки или собираемой сборочной единицы в приспособлении,
- расчеты элементов приспособления (определение зажимных усилий, обеспечения точности, экономической целесообразности изготовления приспособления),
- оформление сборочного чертежа – проекта.
Приведены основные задачи, разрешаемые станочными приспособлениями, а также современные принципы в конструировании, позволяющие механизировать приспособления в условиях серийного и мелкосерийного производства.
В качестве оптимальных приспособлений приняты переналаживаемые и универсально-сборные приспособления, универсальные приводы.
В качестве исходных данных для проектирования приняты:
|
№ |
Наименование |
Показатель |
|
1. |
Тип производства |
среднесерийное |
|
2. |
Программа выпуска |
30 тыс. шт./год |
|
3. |
Уровень унификации и стандартизации приспособления |
10 % |
|
4. |
Размеры рабочей поверхности стола |
250-1000 мм |
|
5. |
Расстояние от торца шпинделя до стола |
400 мм |
|
6. |
Ширина Т-образного паза стола |
14Н8 |
|
7. |
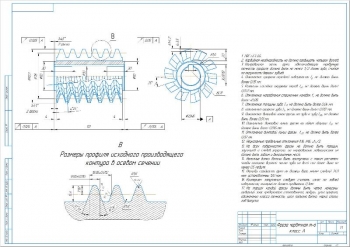
Режущий инструмент |
фреза торцовая с пластинами |
Приведены варианты базирования. В разрабатываемом проекте фрезерование ведется перпендикулярно выдерживаемому размеру. Заготовку центруют относительно продольной оси. Используется схема с цилиндрическим и срезанным пальцами. При обработке детали ее лишают шести степеней свободы.
В рамках силового расчета определены:
- сила закрепления (по анализу схемы закрепления и составлению уравнений статики),
- составляющие силы резания,
- параметры винтового зажима с коническим наконечником (диаметр резьбы, длина рукоятки, наибольшая сила зажима заготовки).
После замены режущего инструмента, снятия приспособления со станка и его ремонта при помощи установа осуществляют настройку приспособления на получаемые размеры. Приведены требования, предъявляемые к процессу переналадки приспособления, а также последовательность действий при ее проведении.
Произведен расчет на точность расстояния между осью отверстия детали и обрабатываемым торцом:
- определена погрешность установки без учета погрешности приспособления,
- вычислена допустимая погрешность установки,
- проверено выполнение условия превышения допустимой погрешности установки над вычисленной погрешностью,
- определена суммарная погрешность приспособления,
- рассчитан допуск на один из размеров, входящих в цепь погрешностей.
По результатам расчета принят симметричный допуск на расчетный параметр 29±0,042 мм.
При определении экономического эффекта сравнивают годовую экономию без учета затрат и годовые затраты на приспособление.
Разработанное приспособление предназначено для фрезерования плоскости торцевой фрезой. Обработка происходит при помощи продольной подачи стола станка. К работе приступают после настройки приспособления.
На два пальца – цилиндрический и срезанный – устанавливают заготовку и закрепляют ее за счет перемещения пружинного конуса с помощью винтового зажима. К валу-винту на шпонке, гайке и пружинной шайбе крепится колесо, необходимое для удобства и повышения скорости закрепления. При повороте такого колеса происходят зажим и отжим заготовки. Далее производится фрезерование плоскости заготовки.
Преимущества спроектированного приспособления:
- отвечает требуемым условиям обработки,
- удобство использования,
- обеспечение получения необходимых параметров точности,
- легкая и быстрая переналадка,
- ремонтоспособность,
- унифицированность,
- снижение временных затрат,
- возможность обслуживания процесса рабочими невысокой квалификации,
- высокая эргономика.
Спецификация – 2 листа
В программе: Autocad

Приспособление для фрезерования зубчатого колеса
Код: 03.01.05.02.08.59Количество чертежей: 1 штука
В программе: Компас 3D v

Станочное приспособление с комбинированным винтовым зажимом
Код: 03.01.05.02.08.58Количество чертежей: 1 штука
Спецификация – спецификация присутствует на чертеже
В программе: АvtoCAD

Зажимное приспособление для фрезерования
Код: 03.01.05.02.08.57Количество чертежей: 13 штук
Спецификация – 1 лист
В программе: Компас 3D v

Универсально-сборное приспособление
Код: 03.01.05.02.08.56Спецификация – 1 лист
В программе: Компас 3D v

Приспособление фрезерное с пневмоприводом
Код: 03.01.05.02.08.55Спецификация – 4 листа
В программе: AvtoCAD

Приспособление для сверления
Код: 03.01.05.02.08.54Спецификация – 2 листа
В программе: Компас 3D v