Перечень чертежей:
- Чертеж валика А4 с техническими требованиями:
HB 230-280
H14, h14±IT14/2
- Операционная карта фрезерной операции
- Рабочий чертеж детали штифт А4:
HB 42-48
- Шпонка А4 с обозначением допусков и посадок:
HB 38-42
- Чертеж опоры А4 с обозначением шероховатости:
Неуказанные предельные отклонения размеров h12
HB 28-32
- Шайба А4 с материалом изготовления.
- Рабочий чертеж детали прижим А4 с видом А:
Приведен размер для справки.
Рифление сетчатое шагом 2 мм по ГОСТ 21474-75.
HB 47-53.
- Чертеж стойки А4.
- Упор А4 с габаритными размерами:
HB 42-48
- Рабочий чертеж детали призма А4 с разрезом:
HB 56-61, цементировать на глубину 0,8-1,2 мм.
- Призма А4.
- Чертеж основание А2 со сложным разрезом.
- Зажимное приспособление в сборе А1 с позициями.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 12 страницах, в которой описан процесс разработки приспособления для обработки детали фрезерованием.
Тенденция развития современного машиностроения обусловлена более сложными и точными по конструкции станками, которые обеспечивают выпуск машин и механизмов большего качества. При этом основной задачей подготовки производства к выпуску новых деталей является внедрение более прогрессивных методов проектирования и изготовления технологической оснастки.
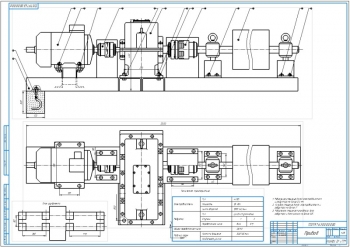
В данном проекте ведется разработка станочного приспособления для установки детали «Валик» на фрезерной операции. В соответствии с техническим заданием и исходными данными для проектирования применяется неразборное специальное приспособление с ручным приводом. Приспособление спроектировано для обработки детали на вертикально-фрезерном станке, модели 6Р12. Применение данного приспособления обеспечивает точную и быструю установку обрабатываемых деталей.
Описано назначение, устройство и принцип работы проектируемого приспособления.
Приспособление состоит из следующих элементов:
- Установочные элементы в виде двух призм с углом 90° и постоянная опора в качестве упора для торца детали (для придания заготовке строго определённого положения в пространстве относительно режущего инструмента);
- Зажимной элемент – ручной резьбовой передвижной прихват (для предотвращения смещения заготовки под действием силы резания);
- Две призматические или круглые шпонки (для быстрой и точной установки приспособления на столе станка).
Принцип работы приспособления - после установки и закрепления приспособления на столе станка, деталь, подлежащая обработке, устанавливается на две призмы и доводится до упора в торец, после чего зажимается ручным резьбовым прихватом.
Произведена проверка условия лишения возможности перемещения заготовки в приспособлении по шести степеням свободы в соответствии с ГОСТ 21495-76.
Для данной операции, заготовка устанавливается на две призмы, являющиеся двойной направляющей базы и лишающей заготовку четырёх степеней свобод. Упор в торец является опорной базой и лишает заготовку одной степени свободы. Последней, шестой степени подвижности заготовка лишается за счёт усилия зажима.
Выполнены расчеты проектируемого приспособления:
- Расчет погрешности базирования;
- Расчет усилия зажима заготовки в приспособлении;
- Расчет деталей приспособления на прочность.
В ходе проведения расчетов выбрана гайка прихвата с резьбой – М14.
Выполнен анализ проектируемого приспособления с целью уменьшения его металлоемкости.
Понижение массы проектируемого приспособления до 19,6 кг. позволяет наиболее эффективно установить данное приспособление на стол станка без использования подъёмно-транспортных устройств, что уменьшает вспомогательное время на установку приспособления.
В данном проекте было спроектировано специальное приспособление для обработки детали фрезерованием на станке, модели 6Р12, описано назначение и принцип работы, определены степени свободы и определены составные части приспособления для реализации условий лишения свободы заготовки, выполнен расчет усилия зажима заготовки и расчет деталей приспособления на прочность, произведен анализ проектируемого приспособления с целью уменьшения его металлоемкости.
Спецификация – 1 лист
В программе: Компас 3D v

Универсально-сборное приспособление
Код: 03.01.05.02.08.56Спецификация – 1 лист
В программе: Компас 3D v

Приспособление фрезерное с пневмоприводом
Код: 03.01.05.02.08.55Спецификация – 4 листа
В программе: AvtoCAD

Приспособление для сверления
Код: 03.01.05.02.08.54Спецификация – 2 листа
В программе: Компас 3D v

Патрон инерционный
Код: 03.01.05.02.08.53Спецификация – 1 лист
В программе: Компас 3D v

Приспособление для зажима деталей на станке ОЦ1И-21
Код: 03.01.05.02.08.52Количество чертежей: 1 штука
Спецификация – 1 лист
В программе: Компас 3D v

Гидропластмассовая оправка для закрепления заготовки
Код: 03.01.05.02.08.51Количество чертежей: 1 штука
Спецификация – 1 лист
В программе: Компас 3D v
Последние просмотренные материалы