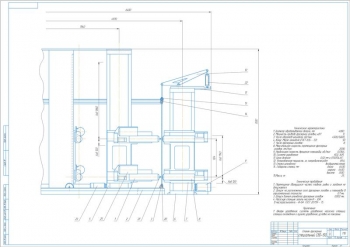
Чертеж фрезерного приспособления для обработки ведомого вала цилиндрического редуктора, А2: параллельность оси контрольного валика по отношению к обозначенной поверхности не должен превышать 0,02 мм
Фрезерование вала это процесс, при котором выполняется механическая обработка с применением вращающейся фрезы, заключающаяся в удалении материала путем продвижения ее в заготовку. Для обеспечения точности обработки необходимо неподвижное крепление обрабатываемой детали. Данное приспособление является станочным дополнительным устройством, предназначенным для базирования и крепления заготовок валов в процессе фрезерования пазов на вертикально-фрезерном станке. Конструкция выполнена из основных элементов: корпуса, базы, прижима, плунжеров, упора, кольца и заглушки. Закрепление вала выполняется посредством упора. Крепление самого устройства осуществляется к столу при помощи болтов. Прилагается пояснительная записка на 5 страницах, где выполнены расчеты приспособления:
1) составляющих сил резания;
2) силы (сил) закрепления;
3) зажимного устройства и конструктивных параметров привода;
4) погрешности установки, координат положения направляющих режущего инструмента.
Параметры приспособления:
|
№ |
Наименование |
Значение |
|
1 |
Силы: |
|
|
- |
Окружная |
314 Н |
|
- |
Осевая |
67,9 Н |
|
- |
Вертикальная |
98,1 Н |
|
2 |
Расчетная сила закрепления |
2211 Н |
|
3 |
Диаметр поршня |
80 мм |
|
4 |
Действительная погрешность установки |
0,033 мм |
Спецификация – 2 листа
Программа: Компас 3Dv

Приспособление для закрепления детали при фрезеровании паза
Код: 03.01.05.02.02.21Программа: Компас 3Dv

Зубофрезерное приспособление с пневмоприводом
Код: 03.01.05.02.02.20Программа: AutoCad

Зуборезная головка двухсторонняя чистовая правая
Код: 03.01.05.02.02.19Количество чертежей: 1 штук
Спецификация – спецификация присутствует на чертеже
В программе: АvtoCAD

Фрезерное пневматическое приспособление
Код: 03.01.05.02.02.18Спецификация – 2 листа
В программе: Компас 3D v

Проект конструкции фрезерного широкоуниверсального станка С № 23
Код: 03.01.05.02.02.17Количество чертежей: 5 штук
Спецификация – присутствует на чертежах
В программе: Компас 3D v, AutoCad

Проект консольно-фрезерного станка 6Р82, 6П80Г с разработкой коробки скоростей
Код: 03.01.05.02.02.16Количество чертежей: 2 штуки
Спецификация – 3 листа
В программе: Компас 3D v
Последние просмотренные материалы