Сборочный чертёж штампа совмещённого действия, А2. Показаны: вид сверху и сложный фронтальный разрез технологической оснастки холодной обработки металлов.
Основанием устройства служит прямоугольная толстая плита, на двух краях которой запрессованы направляющие цилиндрические стержни. Они входят во втулки, смонтированные в аналогичном профиле, располагающемся в верхней части. Снизу установлена матрица, точно ориентированная с помощью двух штифтов (относительно верхней части) и закрепляемая винтами с внутренним шестигранником, закрученных «впотай». Здесь также располагается вертикальный установочный палец с гладким выступающим участком и нижней резьбовой крепёжной частью. Крышка штампа начинается с радиального выступа для подвода рабочего усилия, создаваемого прессовой машиной. Он упирается в закаленную металлическую прослойку для равномерного распределения большого усилия и недеформирования верхней плиты обычной твёрдости. Пуансон является составным. Все его детали центрируются штифтовыми соединениями в двух точках, а фиксация обеспечивается резьбовыми винтами, установленными в глубокие цековки. Внутри вставлен и подвижно закреплён профиль, контур которого выдавливается в материале заготовки.
Резиновый прямоугольный лист с предварительно выполненным установочным отверстием кладётся на матрицу в раздвинутом состоянии штампа. Прикладывается необходимое усилие к верхней части. Пуансон с профилем движется вниз и выдавливает по своему контуру материал заготовки с последующей окончательной обрезкой. После срабатывания штампа усилие отводят. Разъёмы открывают и снимают готовую деталь. Отход удаляется из рабочей зоны.
Программа: Компас 3D v

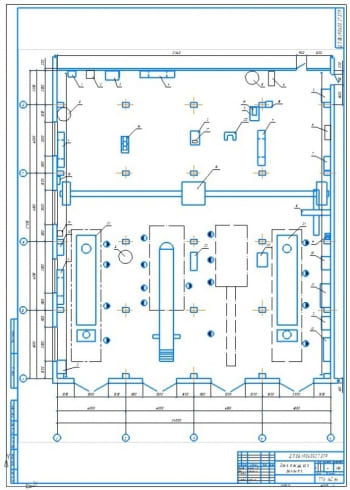
Устройство камерной печи с шаровым подом типа НШ-1008
Код: 03.01.05.02.09.34Спецификация – на чертеже
Программа: Компас 3D v

Пресс-форма для производства резиновых манжет
Код: 03.01.05.02.09.33Спецификация – на чертеже
Программа: Компас 3D v

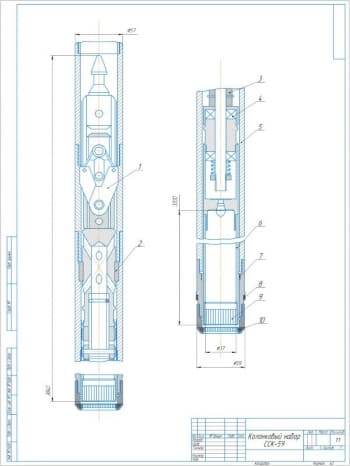
Конструкция поводкового центра
Код: 03.01.05.02.09.32Программа: Компас 3D v

Пресс-форма для формования нестандартных уплотнителей
Код: 03.01.05.02.09.31Спецификация – 1 лист
Программа: Компас 3D v

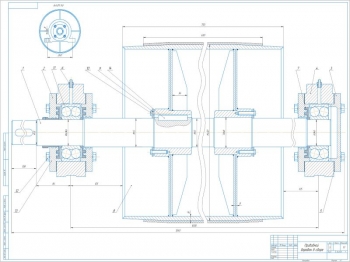
Сборочный чертеж маятниковых ножниц
Код: 03.01.05.02.09.30Спецификация – 1 лист
Программа: AvtoCAD

Приспособление для разрезки заготовки на станке
Код: 03.01.05.02.09.29Спецификация – 2 листа
Программа: Компас 3D v

Конструкция обрезного штампа
Код: 03.01.05.02.09.28Спецификация – 2 листа
Программа: Компас 3D v