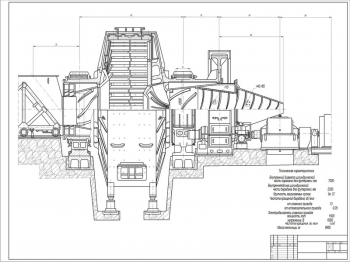
Технический чертеж маятниковых ножниц, А1.
В случае, когда при прокатке выявлена неисправность, выполняется прерывание подачи материала, происходящей от печи в прокатную линию. Для этого осуществляется разделение входящей заготовки перед первой клетью посредством маятниковых ножниц. Нанесение аварийных порезов выполняется на движущемся прокатываемом материале. Конструкция выполнена из основной рамы, стоек ножниц из сварной конструкции, коленчатого вала с подшипниками скольжения, цилиндрического корпуса, скользящего на четырех стяжных болтах, ножедержателя с нижним ножом, ножевого поршня с верхним ножом, скользящего в цилиндрическом корпусе, привода-муфты сцепления двигателя, оснащенного тормозным диском, цилиндрического редуктора и зубчатой муфты с круговыми зубьями.
Принцип работы. В процессе резания совершается вращение коленчатого вала с двумя эксцентриками, вследствие чего ножедержатель с нижним ножом на четырех стяжных болтах перемещает вверх. Одновременно с этим происходит нажатие вниз скользящего на болтах цилиндрического корпуса, оборудованного ножевым поршнем и верхним ножом. Порез совершается после полуповорота коленвала, пересечение ножей ножниц происходит в 10 мм. После выполнения пореза и до момента достижения полного поворота, происходит торможение коленчатого вала и ножницы останавливаются. В момент остановки нижний и верхний ножи принимают исходное положение. Торможение обеспечивается копировальным механизмом, сцепленным с редуктором. Когда ножницы остановлены, выполняется удаление верхнего ножа из зоны резания при помощи пневмоцилиндра, установленного на консоли со стороны входа. Куски скрапа и обрезанные концы, полученный при выполнении операции, попадают в скрапную корзину по спускному лотку, который расположен между стойками ножниц, установленных под системой ножей.
Параметры ножниц:
- Максимальное сечение 140х140 мм
- Температура резания, мин 900˚С
- Прочность материала в холодном состоянии, макс 900 Н/мм
- Привод - трехфазный двигатель
- Мощность привода 200 кВт
- Частота вращения 750 об/мин
- Передаточное число редуктора 35,5
Спецификация – 1 лист
Программа: AvtoCAD

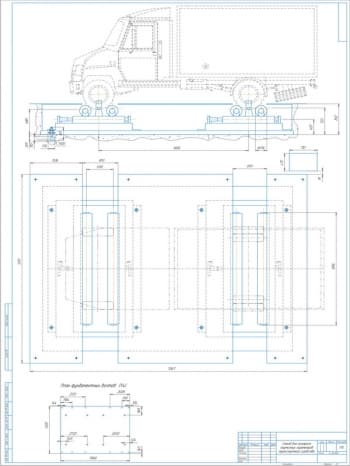
Приспособление для разрезки заготовки на станке
Код: 03.01.05.02.09.29Спецификация – 2 листа
Программа: Компас 3D v

Конструкция обрезного штампа
Код: 03.01.05.02.09.28Спецификация – 2 листа
Программа: Компас 3D v

Штамп для формовки
Код: 03.01.05.02.09.27Спецификация – 2 листа
Программа: Компас 3D v

Штамп совмещенного действия для пробивки отверстий
Код: 03.01.05.02.09.26Спецификация – 2 листа
Программа: Компас 3D v

Конструкция вырубного штампа
Код: 03.01.05.02.09.25Спецификация – 2 листа
Программа: Компас 3D v

Конструкция совмещенного штампа
Код: 03.01.05.02.09.24Спецификация – 3 листа
Программа: Компас 3D v
Последние просмотренные материалы