Перечень чертежей:
- Чертеж конструкции отливки, А2
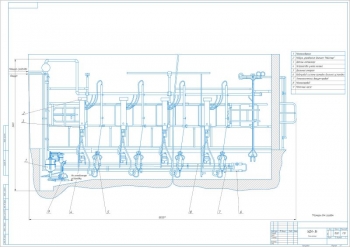
- Конструкция пресс-формы в разрезе
- Пресс-форма в сборе
- Деталировочный чертеже детали: кронштейн, А3
Дополнительные материалы: составлена расчетно-пояснительная записка на 26 листах. Отливка изготавливается методом литья под поршневым давлением из сплава ЦАМ4-1.
Разработан технологический процесс изготовления отливки.
Проведена оценка технологичности конструкции и сделан выбор способа литья. Деталь "кронштейн" имеет массу 0,62 кг и габаритные размеры 120 х 60 х 80 мм, толщина стенки составляет 5 мм. Конструкция является технологичной. Принят метод литья в металлическую форму под давлением. Сделан выбор оптимальной поверхности разъема формы, обозначенной на чертеже. Произведен выбор допусков и припусков на механическую обработку.
Приведен расчет процесса заполнения формы и питания отливки.
Принята внешняя литниковая система. Место подвода металла указано на чертеже отливки. Форма заполняется посредством двух питателей, которые подводятся к стенке толщиной 60 мм. Принята машина литья под давлением с горячей камерой прессования. Выполнена проверка правильности выбора машины.
Произведен расчет литниковой системы.
Определены параметры:
|
№ |
Наименование |
Значение |
|
1 |
Питатель: |
|
|
- |
Площадь |
131,19 мм2 |
|
- |
Толщина |
1,5 мм |
|
- |
Ширина/длина |
17 мм / 6 мм |
|
2 |
Литник: |
|
|
- |
Площадь сечения |
170,5 мм2 |
|
- |
Глубина/ширина |
4,4 мм / 10 мм |
|
3 |
Диаметр камеры прессования |
30 мм |
Сделан расчет порции сплава, заливаемого в камеру прессования, равный 128,68 см3. Выполнен расчет необходимой скорости прессования, которая составляет 0,31 м/с, времени запрессовки – 2,3 сек и усилия запирания формы . Определено давление прессования – 60 МПа.
Произведена разработка конструкций пресс-формы.
Конструкция пресс-формы выполнена из двух рабочих полостей для получения отливок, стержней для выполнения двух отверстий, систем каналов, посредством которых выполняется подвод расплава в рабочую полость и отвод газов и воздуха из полости формы, систем толкателей, предназначенных для выталкивания отливки из формы и систем для извлечения стержней. К формообразующим деталям относятся вставки, вкладыши, рассекатель, литниковая втулка, выталкиватели и стержни. Конструктивные детали обеспечивают установку формообразующих деталей в подвижной и неподвижной полуформе, их точное взаимное расположение и направление, крепление пресс-формы к машине. Эти детали представлены плитами-обоймами, плитами подкладными и прижимными, плитами выталкивателей, брусками, постаментами, контртолкателями, направляющими колонками, направляющими втулками и упорами.
Для извлечения стержней применяются клиновые механизмы, которые включают клин-палец и ползун. Определены исполнительные размеры рабочей полости литейной формы. Описан нагрев и охлаждение пресс-формы. Перед процессом заливки форма нагревается до температуры в пределах 150...1800С посредством газовых горелок. Поддержка температуры выполняется в течение всего процесса литья.
Приняты материалы для изготовления элементов пресс-форм: сталь 5ХНМ, 40Х, 45, У10А. Сделан выбор смазки для формообразующей поверхности пресс-формы – Прессол Э-1, и спроектирована вентиляционная система с глубиной вентиляционных каналов 0,1 мм.
Разработана технология плавки и разливки сплава. Описаны параметры и химический состав шихтовых материалов. Произведен выбор плавильной печи и описана технология плавки. Принята индукционная тигельная печь. Первыми в печь загружается лигатура, отходы и половина общего количества цинка. Выполняется засыпка поверхности шихты древесным углем. Завалка расплавляется и перегревается до 530...550 С. Затем загружается алюминий, а после его растворения - цинк. Сплав перемешивается, снимается уголь и шлак, вводится магний. Проводится тщательное перемешивание и удаление остатков шлака при 420...450 °С затем выполняется рафинирование хлористым аммонием или гексахлорэтаном и расплав переливается в раздаточные печи. Выпуск металла из печи осуществляется при температуре 4150С.
Разработана технология заливки форм и сделан расчет времени выдержки отливки в форме. Заливка формы в методе литья под давлением ведется с помощью камеры прессования. Общее время затвердевания составляет 15,4 сек. Проводится финишная обработка отливок, которая заключается в обрубке и зачистке, удалении заусенцев. В проекте разработаны технологические решения, которые направлены на снижение трудоемкости изготовления отливки "кронштейн".
Спецификация – 1 лист
В программе: Компас 3D v

Проектирование литой заготовки детали Серьга
Код: 03.01.05.06.13Количество чертежей: 3 штуки
В программе: Компас 3D v

Проект формовочной встряхивающей машины 265М3 с допрессовкой
Код: 03.01.05.06.12Количество чертежей: 4 штуки
Спецификация – 4 листа
В программе: Компас 3D v

Конструкция шприц-машины типа МЧХ-250
Код: 03.01.05.06.11Программа: Компас 3D v

Чертеж термопластавтомата ДЕ 333ОФ1
Код: 03.01.05.06.10Спецификация – 2 листа
Программа: Компас 3D v и AvtoCAD

Чертеж термопластавтомата KuASY 800/250
Код: 03.01.05.06.09Спецификация – на чертеже
Программа: AvtoCAD

Конструкция формы литьевой машины KuASY 10025
Код: 03.01.05.06.08Спецификация – 2 листа
Программа: Компас 3D v
Последние просмотренные материалы