Перечень чертежей:
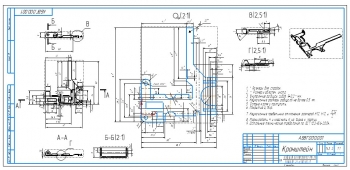
- Чертеж полумуфты формата А2 с техническими требованиями:
- Отливку подвергнуть искусственному старению
- Допускаемое осевое перемещение номинального диаметра конуса 18 : 0,35 мм
- H14, h14, ± IT14/2
- Использовать модель полумуфты 50.35619 - 04
- Допускается шпоночный паз выполнить в размер 16D10(+0,12+005)
- Отливка А2:
- Твердость 280-320 НВ
- Неуказанные литейные размеры R5
- На необрабатываемых поверхностях допускаются раковины до 3 и глубиной не более 0,5 мм
- Точность отливки 13т-6-11-12 ГОСТ 22648-85
- Сравнительный чертеж технологических процессов А1:
- Многооперационная обработка:
- 005 Токарно-винторезная
- 010 Радиально-сверлильная
- 015 Вертикально-фрезерная
- 020 Долбежная
- 025 Кругло-шлифовальная
- Предлагаемый технологический процесс:
- 005 Токарная многоцелевая с ЧПУ
- 010 Долбежная
- Многооперационная обработка:
- Технологические наладки А1: операция 005 Токарная многоцелевая с ЧПУ. Оборудование: токарный обрабатывающий центр SBL 600-310-2S-2T. Приспособления: патрон гидравлический трехкулачковый 169, инструмент: резец токарный сборный проходной Т5К10, правый ГОСТ 21151-75, фреза концевая 035-2220-0106 Р6М5 ОСТ2 И62-2-75, сверло спиральное 18 035-2300-1326 Р6М5 ОСТ2 И20-1-80, резец токарный отрезной Т15К6 2103-0103 ГОСТ 18884-73, резец токарный сборный расточный К.01.4490.000-01 Т15К6, левый, сверло спиральное 10 035-2300-1273 Р6М5 ОСТ2 И20-1-80; с таблицей режимов резания с графами:
- № перехода
- № инструмента
- Глубина резания, мм
- Подача на оборот, мм/об
- Подача на зуб, мм/зуб
- Скорость резания, м/мин
- Частота вращения, об/мин
- Минутная подача, об/мин
- Основное время, мин
Дополнительные материалы: прилагается расчетно-пояснительная записка на 44 листах и доклад на 1 листе.
В пояснительной записке разработан технологический процесс изготовления полумуфты. Описано назначение детали и условия ее эксплуатации. Данная деталь изготовлена из чугуна марки СЧ-20 ГОСТ 1412-85. Так как назначение данной детали неизвестно, описано назначение основных её поверхностей:
- Фаски предназначены для облегчения сборки
- Центральное отверстие предназначено для установки других деталей и
является вспомогательной конструкторской базой
- Нецентральные отверстия в корпусе предназначены для крепления полумуфты к корпусу с помощью резьбовых соединений
Проведен анализ технологичности детали, где сделана качественная и количественная оценка.
Определены коэффициенты: использования материала 0,6125, точности обработки 0,92, шероховатости 0,07, унификации конструкции 0,79. По результатам анализа установлено, что деталь является технологичной.
Выполнено определение типа производства.
С учетом того, что программа выпуска деталей составляет 135 штук в год, а масса одной детали не превышает 10 кг, то принято мелкосерийное производство.
Произведен выбор и проектирование заготовки, где сделан анализ способов получения и выбор оптимального.
Сделано экономическое обоснование способа получения заготовки с рассмотрением двух вариантов: литье в ПГФ и литье в кокиль с расчетом стоимости заготовки каждого из вариантов: 1,3 руб и 1,47 руб. Принят метод получения отливки – литье в песчано-глинистых формах.
Проведен анализ базового технологического процесса механической обработки. Сделан выбор технологических баз. Выполнено установление следующего маршрута обработки:
- 005 Операция: Токарная многоцелевая с ЧПУ (обрабатываются все поверхности кроме шпоночного паза)
- 010 Операция: Долбежная
Произведен расчет припусков и межоперационных размеров для двух поверхностей с определением основных значений.
Приведен выбор оборудования и технологической оснастки, где принято:
- Токарный обрабатывающий центр с ЧПУ модели SBL 600-310-2S-2T
- Станок долбёжный 743
Выполнена разработка технологических операций.
Принят маршрут механической обработки детали.
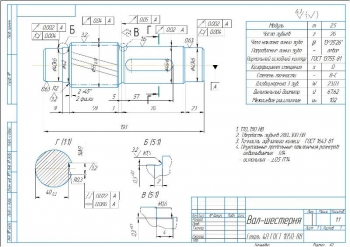
Операция 005. Токарная многоцелевая с ЧПУ.
Установ А
Переход 1. Подрезка торца, выдерживая размер 113-0,37 мм.
Переход 2-4. Точение наружной цилиндрической поверхности Æ190h8-0,072, выдерживая размеры Æ190 и 22-0,52 мм.
Переход 5. Фрезерование лыски, выдерживая размеры 95-0,87 мм.
Переход 6-13. Сверление отверстия Æ18+0,43, выдерживая размеры Æ18+0,43, Ø140-1,0 и 22-0,52 мм.
Установ Б
Переход 14. Подрезка торца выдерживая размер 110-0,37 мм.
Переход 15-17. Точение наружной цилиндрической поверхности Æ100h6-0,022, выдерживая размеры Æ 100 и 88-0,2 мм.
Переход 18. Точение внутренней цилиндрической поверхности Æ55H9 выдерживая размеры Æ54 мм.
Переход 19. Расточка канавки Æ80±0,1 окончательно, выдерживая размеры Æ80±0,1 и 20-0,52 мм.
Переход 20. Точение внутренней цилиндрической поверхности Æ55H9 окончательно, выдерживая размеры Æ55H9 мм.
Переход 21. Сверление отверстия Ø10+0,36, выдерживая размеры Ø10+0,36 и 55±0,185 мм.
Переход 22-23. Расточка фаски, выдерживая размеры 3х45° мм.
Операция 010. Долбежная.
Переход 1. Долбление шпоночного паза, выдерживая размеры 16D10 , 60+0,2 мм.
Сделан расчет режимов резания.
Выполнено нормирование технологического процесса с расчетом времени цикла обработки детали на РТК операции 005 - 489,2 сек и штучно-калькуляционного времени операции 010 - 5,603 мин.
Описана автоматизация технологического процесса.
Обработка детали – корпуса на РТК осуществляется следующим образом: рука промышленного робота поворачивается к тактовому столу и захватывает с него заготовку, поворачивается в рабочую зону станка и устанавливает заготовку в патрон станка, отводится из рабочей зоны станка. Затем происходит механическая обработка заготовки (установ А). В процессе обработки смена инструмента происходит автоматически с помощью револьверной головки.
Переустанов заготовки осуществляется автоматически, без участия промышленного робота: второй патрон подходит к заготовке, захватывает ее, происходит механическая обработка (установ Б).
По окончании обработки рука промышленного робота поворачивается в рабочую зону станка, снимает готовую деталь, отводится из рабочей зоны станка, поворачивается к тактовому столу и ставит готовую деталь на него. Затем цикл повторяется снова.
В данной работе разработан прогрессивный технологический процесс изготовления детали полумуфта.
В программе: Компас 3D v

Муфта-тормоз УВ3141 пресса листовой штамповки КД 2328
Код: 03.01.09.04.04Спецификация – 2 листа
В программе: Компас 3D v

Муфта фрикционно-пружинная
Код: 03.01.09.04.03Спецификация – прилагается на чертеже
В программе: Компас 3D v

Сборочный чертеж муфты с упругим элементом
Код: 03.01.09.04.02Спецификация – 3 листа

Сборочный чертеж муфты фрикционного типа
Код: 03.01.09.04.01Спецификация – 1 лист
Последние просмотренные материалы