Перечень чертежей:
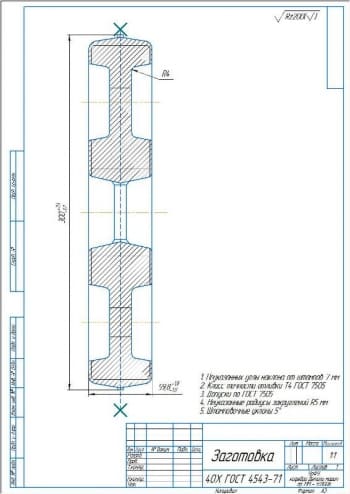
- Чертеж стальной заготовки для зубчатого колеса на формате А3 с указанием габаритных размеров с предельными отклонениями и следующих технических характеристик:
- материал – 20Х ГОСТ 4543-71,
- поковка; твердость 179 НВ,
- класс точности Т3, группа стали М1, степень сложности С2, исходный индекс – 14,
- допускаемое смещение по поверхности разъема штампа 0,3 мм,
- допускаемое отклонение от плоскостности – 0,4 мм,
- допускаемая величина остаточного облоя – 1,0 мм,
- допускаемая величина высоты заусенца по внешнему контуру поковки 3,0 мм, по контуру отверстия 3,0 мм,
- допускаемое отклонение от концентричности пробитого отверстия относительно внешнего контура поковки 1 мм,
- на обрабатываемых поверхностях допускаются внешние дефекты не более 50% припуска,
- масса заготовки 15 кг, масса припусков 6,78 кг.
- Карта эскизов маршрута обработки зубчатого колеса А1, состоящего из следующей последовательности операций:
- отрезать заготовку,
- кузнечная,
- токарная с ЧПУ,
- протяжная,
- токарная с ЧПУ,
- зубофрезерная,
- термическая,
- внутришлифовальная,
- зубошлифовальная,
- промывочная,
- контрольная,
- нанесение покрытия.
- Карта эскизов наладки операций при механической обработке зубчатого колеса на формате А1 с приведением эскизных рисунков, габаритных размеров, применяемого инструмента с его основными технологическими параметрами при производстве работ.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 23 страницах. В пояснительной записке рассмотрен технологический процесс механической обработки детали - зубчатое колесо.
Исходные данные для разработки процесса:
|
№ |
Наименованиезубчатое |
Значение |
|
1. |
Материал детали |
сталь 20Х ГОСТ 4543-88 |
|
2. |
Программа выпуска детали |
10 тыс. шт. |
|
3. |
Режим работы предприятия |
2 смены |
|
4. |
Масса |
8,22 кг |
Предназначение зубчатого колеса – передача вращательного движения.
Приведены химический состав и механические свойства стали, из которой изготавливается деталь.
Учитывая автоматизацию участка режим работы представляет собой количество рабочих дней в году за вычетом выходных и праздничных дней, в сутках принимается 2 рабочие смены.
Произведен расчет полного календарного годового фонда времени с учетом 5-дневной рабочей недели и простоя оборудования на ремонт.
В рамках технологического расчета определено значение величины такта выпуска деталей.
Тип производства определен исходя из опытной зависимости по годовому объему выпуска и массе детали, принят среднесерийный тип производства.
Цели проведения анализа технологичности конструкции детали:
- улучшение возможностей уменьшения трудоемкости,
- удешевление детали,
- обработка детали высокопроизводительными методами без ущерба ее служебному назначению и ремонтопригодности.
В рамках анализа технологичности конструкции зубчатого колеса предъявлены требования:
- к геометрической форме и конфигурации детали, а также дополнительные требования для зубчатых колес и дополнительные требования для деталей, обрабатываемых на станках с ЧПУ,
- к наличию стандартных КЭД – конструктивных элементов (на цилиндрических поверхностях, фасках, шлицах),
- точностные,
- к шероховатости поверхности.
В результате всестороннего анализа сделан вывод о технологичности детали.
Для получения заготовки детали выбран способ получения – закрытая штамповка. С учетом основных и дополнительных припусков, принятых размеров поковки, допусков и предельных отклонений размеров заготовки выполнены следующие виды расчетов:
- масса поковки,
- масса заготовки поковки,
- стоимость поковки.
Произведен выбор технологических баз по ГОСТ 21495-76 для каждой операции в соответствии с основными принципами:
- принципом постоянства баз (применение одних и тех же баз),
- приложение сил закрепления перпендикулярно выполняемому размеру,
- совмещение технологической и измерительной баз.
Приведены схемы базирования и установки для различных способов обработки заготовки на следующих операциях:
- токарная,
- протяжная,
- токарная, зубофрезерная, зубошлифовальная,
- внутришлифовальная.
В рамках разработки технологического процесса изготовления детали:
- сформирован маршрут обработки детали,
- произведен выбор технологического оборудования.
Для производства детали подобрано следующее оборудование:
- токарный станок с ЧПУ 16К20ПН,
- станок зубофрезерный для цилиндрических колес 5В312,
- станок внутришлифовальный особо высокой точности 3К228А,
- горизонтально-протяжной полуавтомат 7А523,
- зубошлифовальный полуавтомат 5М841.
При разработке технологических операций:
- произведено их формирование,
- подобрано технологическое оснащение,
- выполнен расчет операций и назначены режимы резания,
- определены нормы времени операций, разряды работ и квалификации исполнителей.
В программе: Autocad

Чертежи изготовления зубчатого колеса
Код: 03.01.09.26.01В программе: АvtoCAD
Последние просмотренные материалы