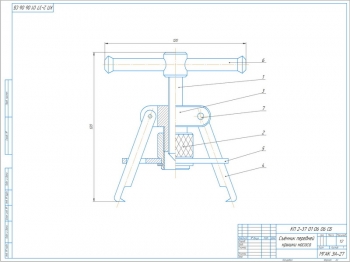
- Чертеж конструкции трехкулачкового самоцентрирующегося патрона, А1, с параметрами:
- Усилие зажима 10195 Н
- На штоке развивается усилие 5097 Н
- Величина рабочего давления 1 МПа
- Маршрутная карта на восстановление стакана, А1
- Операционные эскизы обработки стакана, А1
Дополнительные материалы: прилагается расчетно-пояснительная записка на 41 листе, файл с расчетами в формате Excel.
Выполнен анализ особенностей конструкции и условий работы детали. Стакан изготовлен из Стали 40Х. Сделано определение установочных, измерительных и конструкторских баз. Приведен химический состав стали.
Составлена дефектовочная ведомость. Указаны дефекты: обломы и трещина, повреждение отверстий, износ поверхностей. Применены приспособления: калибр-пробка, штангенциркуль.
Указан класс детали - 75. Приведены механические свойства стали 40Х.
В качестве метода восстановления применена наплавка в среде СО2. Сделан расчет параметров:
|
№ |
Наименование |
Значение |
|
1 |
Стоимость: |
|
|
- Восстановленной детали |
33,25 р |
|
|
- Восстановления |
9,66 р |
|
|
2 |
Площадь восстановления |
149 см2 |
|
3 |
Общее время на операцию |
19,54 мин |
Разработан маршрут технологического процесса восстановления детали, включающего операции: 005 Очистка детали, 010, 035 Рассверливание, 015, 030, 040 Точение, 020 Наплавка, 025 Сверление, 045 Развертывание, 050 Шлифование, 055 Контроль.
Произведен расчет показателей припусков на механическую обработку. Толщина слоя покрытия равна 7,1 мм.
В ходе расчета режимов обработки выполнено определение параметров для всех операций: глубины резания, подачи, частоты вращения шпинделя, скорости и мощности резания, крутящего момента, осевой силы, коэффициента использования оборудования.
Для наплавочной операции рассчитано значение силы сварочного тока 109,23 А, скорости подачи электродной проволоки 161,35 м/ч, скорости сварки 2,91 м/ч.
Выполнено техническое нормирование работ с определением штучно-калькуляционного времени на выполнение каждой технологической операции.
Спроектировано зажимное приспособление – токарный самоцентрирующийся трехкулачковый патрон. Он обеспечивает надежный захват и крепление во время токарных операций, исключая возможность сдвига и обеспечивая высокую точность и качество изделий. Патрон используется с механизированным приводом (пневмоприводом). Его привод представлен в виде штанги-оси, проходящей через шпиндель станка.
Сделаны прочностные расчеты приспособления. Вычислено усилие зажима заготовки - 10195 Н. Определен диаметр поршня пневмоцилиндра - 250 мм. Срабатывание пневмоцилиндра происходит за 0,01 с.
В представленной работе спроектирована технология восстановления детали "стакан" и разработана конструкция токарного самоцентрирующегося трехкулачкового патрона для закрепления детали на станке.
Расчетно-пояснительная записка Word: 41 страница
В программе: Компас 3D v

Технология восстановления подшипникового стакана
Код: 03.01.09.37.15.01Спецификация – 2 листа
В программе: Компас 3D v
Количество чертежей: 3 штуки
Последние просмотренные материалы