- Чертёж общего вида станка ЦА-2А, А2.
- Кинематическая схема, А2.
Станок имеет прямоугольную станину в своём основании, внутри которой размещается электрооборудование. Для доступа к нему предусмотрены съёмные щиты с прорезями воздушного охлаждения. Спереди в средней части смонтирована панель управления. Продольный рабочий стол с нижним расположением режущей пилы предназначен для плоских деревянных заготовок. Для поджима и выставления горизонтальных направляющих используется ручное управление. Сверху сделана защитная крышка с нижним вырезом для прохождения доски. Коробка скоростей имеет восемь фиксированных положений для механической обработки. Пространственная ориентация необработанной доски производится валками с нижним положением, радиальный поджим – верхними. Рабочий механизм оснащён несколькими дисковыми пилами большого диаметра. Станок устанавливается на ровное фундаментное основание и фиксируется болтами. Установка должна быть обязательно заземлена.
Распиловка осуществляется по протяжённой части деревянной заготовки любой степени обработки. В результате получаются прямоугольные бруски разной толщины. При подаче заготовки с криволинейным профилем поверхности материал устанавливается ровной частью к низу. Применяется на лесоперерабатывающих предприятиях. Габариты агрегата: длина – 1,365м, ширина – 1,04м, высота – 1,165м. Диапазон ширин принимаемых заготовок -(0,01 . . . 0,18)м. Интервал разрезаемых толщин – (0,01 . . . 0,05)м. Общая масса металлоконструкции превышает 1т. Станочный агрегат отечественного производства.
Принципиальная схема работы показана с расстановкой элементов на вертикальной проекции. Силовые приводы и отдельные детали нарисованы условно в общепринятых обозначениях. Нанесены позиции с линиями-выносками. На полках даны арабские и римские обозначения, краткие поясняющие надписи.
Снятие необходимых мощностей производится с двух электродвигателей разного типоразмера. Больший мотор приводит во вращение ремённую передачу. Её выходной вал соединён с осями круглых дисковых пил. Второй вращатель заставляет крутиться двухступенчатый цилиндрический редуктор, на выходном валу которого установлена звёздочка цепной передачи. Этот привод идёт на механизм продольной подачи деревянной заготовки со своим передаточным числом, равным единице. Здесь же через зубчатое зацепление происходит вращение передних и задних валков. Одна часть опор имеет подшипники качения, другая – сопряжения скольжения. Суммарная номинальная электрическая мощность двигателей составляет получаемую величину: 10 + 2,7 = 12,7 (кВт). Частота вращения пильного вала составляет 2920 об/мин. Силовые характеристики приводов обеспечивают высокую скорость резания и большую скорость продольной подачи древесины в рабочую зону. По кинематической схеме выполняются расчёты основных движений пилы и вальцев.
Программа: AvtoCAD

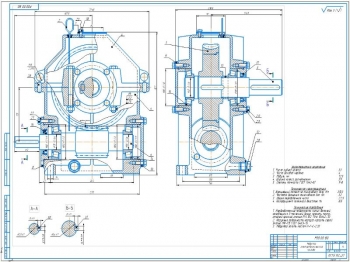
Ножевой вал для деревообработки
Код: 03.01.06.02.19Программа: Компас 3D v

Лесопильный цех с генеральным планом
Код: 03.01.06.02.18Спецификация – на чертеже
Программа: AvtoCAD

Круглопильный станок ЦДК5-3 для продольной распиловки
Код: 03.01.06.02.17Программа: AvtoCAD

Захватно-срезающеее устройство валочно-трелевочной машины ЛП-58-01
Код: 03.01.06.02.16Количество чертежей: 1 штука
Спецификация – 1 лист
Программа: Компас 3D v

Чертеж лесосушильной камеры типа 3AS-6x4B
Код: 03.01.06.02.15Спецификация – на чертеже
Программа: AvtoCAD

Чертеж захватно-срезающего устройства
Код: 03.01.06.02.14Спецификация – 1 лист
Программа: Компас 3D v
Последние просмотренные материалы