Перечень чертежей:
- Чертеж заготовки форсунки формата А2 с техническими требованиями:
- Отливка 3 гр. Дополнительные требования по ТУ 10-7
- НВ диаметр отливок 3,65...3,35 мм. Группа контроля 4 по ОСТ 1.00021-78
- Неуказанные предельные отклонения размеров отливки по ОСТ 1.41154-86, класс точности ЛТ4 , Длт4 0,5 , Тлт4 0,5 , Млт4 0,5
- Неуказанные литейные радиусы не более 2 мм, литейные уклоны -3
- Маркировать Му , Пу , Чу , Ку на бирке к партии отливок
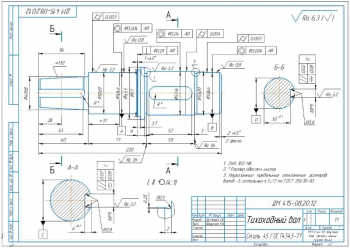
- Эскиз технологической наладки на сверлильную операцию № 130 А1 на станке 2Н118 с указанием режимов резания:
- Сверление и развертывание отверстий диаметром 0,8 мм
- Технологическая наладка на фрезерную операцию № 90 А1 на станке 67Б:
- Фрезерование паза 5х20 мм
- Сборочный чертеж приспособления для фрезерования А1
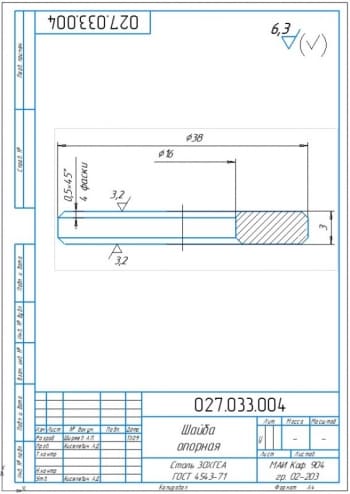
- Карты эскизов с указанием допусков, посадок и шероховатостей:
- Допуск биения 0,02 мм. Контролировать на станке
- Размер обеспечивается инструментом. Инструмент предъявить БТК до и после обработки. 1-2% деталей от партии контролировать в ГОИ
- Координаты обеспечиваются обработкой в проверенном и аттестованном кондукторе. Развертка 0,8 мм
6-10. Маршрутная карта изготовления форсунки СЭС-75 с указанием операций:
- Заготовительная
- Контрольная
- Маркировочная
- Токарная
- Шлифовальная
- Слесарная
- Фрезерная
- Моечная
- Контрольная
- Э.м. закалка
- Гальваническая
Дополнительные материалы: прилагается расчетно-пояснительная записка на 6 листах.
В пояснительной записке разработана технология изготовления форсунки, устанавливаемой перед подшипником вентилятора, охлаждающего генератор изделия СЭС-75. Предназначена для подачи масла из системы смазки непосредственно на подшипник вентилятора.
Принят материал заготовки - Сталь 35ХГСЛ, легированная конструкционная сталь. Определены припуски на механическую обработку, равные 2-3 мм.
Выполнена наладка на фрезерную операцию. Оборудование: универсально-фрезерный станок 67Б. Приспособление: приспособление для фрезерования паза 5х20. Обозначение: 7227-7163.
Базирование детали произведено по внешней торцевой поверхности диаметром 47 мм с упором в противоположный торец.
Фрезерование паза выполнено за 5 проходов с осевой подачей 0,5 мм после каждого прохода.
Сделана наладка на сверлильную операцию. Операция выполнена на вертикально-сверлильном станке 2Н118. Приспособление: кондуктор для сверления отверстий диаметром 0,8 мм. Обозначение: 7361-7899.
Базирование детали к кондуктору осуществляется по боковой поверхности форсунки. При обработке используется следующий инструмент: сверло диаметро 0,6 мм, которым производится предварительная обработка отверстия и развертка диаметром 0,8 мм, которой выполняется чистовая обработка.
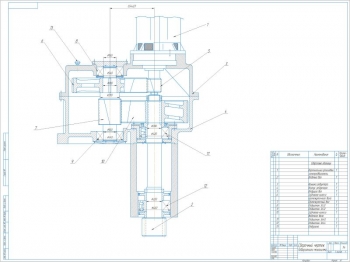
Приведено описание приспособления. Спроектированное приспособление предназначено для закрепления детали в процессе фрезерования паза диаметром 10 мм. Приспособление фиксируется в столе станка с помощью 2 гаек и 2 направляющих шпонок. Заготовка устанавливается на подставку. В осевом направлении заготовка зажимается при помощи прихвата, в радиальном при помощи стакана. Прихват имеет механический привод от пневмоцилиндра.
Выполнен расчет осевой силы поршневого привода. Определена сила в бесштоковой полости 97,287 кгс и в штоковой полости 117,44 кгс.
Вычислено общее время срабатывания пневмоцилиндра, равное 0,83 с.
Произведен расчет зажимной силы приспособления. Сделано нормирование операций с определением штучного времени обработки детали 3,342 мин.
Выполнено определение типа производства.
Определен расчетный пакет производства 1368. Установлен тип производства – мелкосерийное.
В данной работе выполнен проект по разработке технологии производства форсунки, предназначенной для подачи масла из системы смазки непосредственно на подшипник вентилятора изделия СЭС-75. СЭС-75 – автономное устройство электроснабжения.
В программе: Компас 3D v

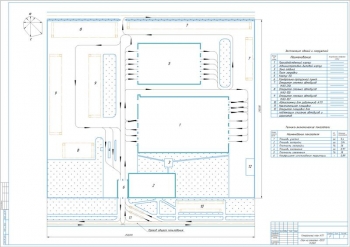
Проект электроснабжения коттеджа
Код: 03.01.01.10.06В программе: АvtoCAD

Набор чертежей проекта электроснабжения и освещения ЧП
Код: 03.01.01.10.05Спецификация – 1 лист
В программе: АvtoCAD

Набор чертежей плана внутреннего электроснабжения жилого дома на 2 квартиры
Код: 03.01.01.10.04Программы Компас 3D V Автокад (AutoCAD)

Чертежи проектирования электроподстанции
Код: 03.01.01.10.03Количество чертежей: 2 штуки

Чертежи проектирования выключателя ВГК-220
Код: 03.01.01.10.02Программе Автокад (AutoCAD)

Чертеж схемы силовой сети Электрооборудования механического цеха
Код: 03.01.01.10.01Создан инженерной чертежной программе Компас 3D V
Последние просмотренные материалы