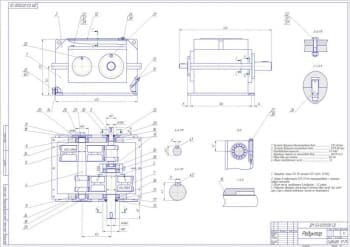
- Сборочный чертеж гидромуфты привода вентилятора.
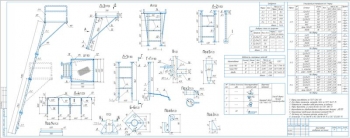
- Технологическая схема
Дополнительные материалы: прилагается расчетно-пояснительная записка на 26 страницах, где описана гидромуфта привода вентилятора системы охлаждения двигателя КамАЗ-740.
Гидромуфта передает крутящий момент от коленвала двигателя к вентилятору и располагается соосно с коленвалом. Эта муфта гасит возникновение колебаний коленвала при резком изменении его частоты вращения и поддерживает выгодный температурный режим в системе охлаждения.
Описана работа гидромуфты. Вентилятор может работать в трех режимах:
- Автоматический. Кран выключателя гидромуфты установлен в положение в соответствии с меткой на корпусе. При температуре ниже 80 °С вентилятор отключается автоматически;
- Вентилятор отключен. Положение крана выключателя гидромуфты – 0. Вентилятор может вращаться с небольшой частотой;
- Включен постоянно. В случае возможных неисправностей выключателя гидромуфты или ее самой допускается кратковременная работа.
Перечислен порядок разборки и снятия муфты. Также подробно описана мойка деталей. Наиболее распространенные методы удаления загрязнений – ультразвуковой, физико-химический и механический. Выбор оборудования зависит от вида загрязнений деталей, их размеров, моющих препаратов и мощности ремонтного предприятия. В основном используют камерные моечные машины периодического действия, ванны, спецустановки и струйные машины конвейерного типа.
После мойки детали поступают на участок контроля и сортировки для определения технического состояния детали и сортировки на соответствующие группы. По результатам дефектовки образуется четыре группы деталей со своим цветом маркировки. Процесс дефектации деталей состоит из нескольких последовательно выполняемых методов контроля: внешнего осмотра; измерения деталей; физических методов контроля.
Разработан технологический процесс ремонта вала привода гидромуфты охлаждения, состоящий из пяти операций. Подобрано оборудование и перечислены его технические характеристики:
- Для токарных операций – токарно-винторезный станок 16К20;
- Для шлифовальной – круглошлифовальный станок 3Б161;
- Для наплавочной - списанный токарно-винторезный станок 1К62 с понижающим редуктором и наплавочным автоматом А-508М.
Прописан план установок и переходов по операциям. Составлен перечень оборудования агрегатного участка с таблицами технических характеристик по каждому оборудованию.
В качестве режущего инструмента выбраны центровочное сверло и отогнутый проходной резец. Мерительный инструмент – штангенциркуль ЩЦ-II.
Выполнен расчет режимов обработки и норм времени для наплавочной, токарной, шлифовальной и контрольной операций. Данные расчетов для наплавочной и контрольной операций занесены в таблицу:
|
№ |
Название |
Значение |
|
1 |
Время установки вала в центрах на 1 проход |
0,5 мин |
|
2 |
Время наплавки при толщине слоя 3 мм |
4,67 мин |
|
3 |
Число проходов наплавки |
4 |
|
4 |
Основное время наплавки |
18,68 мин |
|
5 |
Скорость наплавки |
0,3-0,5 мин |
|
6 |
Скорость подачи |
77 м/час |
|
7 |
Оперативное время |
21,18 мин |
|
8 |
Штучное время |
24,38 мин |
|
9 |
Норма времени на одну деталь |
24,88 мин |
|
10 |
Время установки на контрольный стол |
0,5 мин |
|
11 |
Оперативное время контроля |
1 мин |
|
12 |
Норма времени |
1,78 мин |
В ходе выполнения работы было описано устройство и работа гидромуфты системы охлаждения КамАЗ.
Приведен порядок разборки и снятия муфты. Далее описан процесс мойки, оборудование и моющие средства.
Также составлено описание контроля и сортировки вымытых и очищенных деталей.
Разработан технологический процесс ремонта вала привода гидромуфты. Подобрано оборудование. Приведен перечень оборудования агрегатного участка с таблицами технических характеристик каждого оборудования. Выбран режущий и мерительный инструмент.
Выполнен расчет режимов обработки и технических норм времени.
Спецификация – 1 лист
В программе: AvtoCAD

Чертеж аппарата воздушного охлаждения паров бензина
Код: 03.01.03.09.17Программа: Компас 3D v

Жидкостная система охлаждения дизеля типа СМД-21
Код: 03.01.03.09.16Программа: Компас 3D v

Жидкостный насос дизеля ЯМЗ-238
Код: 03.01.03.09.15Спецификация – на чертеже
Программа: Компас 3D v

Чертежи системы охлаждения ИЖ-Планета
Код: 03.01.03.09.14Количество чертежей: 2 штуки
Спецификация – 2 листа
В программе: Компас 3D v

Чертежи водяного насоса системы охлаждения
Код: 03.01.03.09.13Количество чертежей: 7 штук
Спецификация – 1 лист
В программе: Компас 3D v

Чертеж радиатора системы охлаждения двигателя автомобиля
Код: 03.01.03.09.12Спецификация – 2 листа, формат А4.
В программе: Компас 3D
Последние просмотренные материалы