Перечень чертежей:
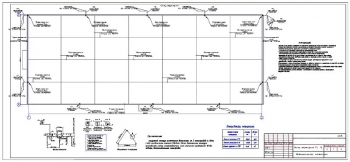
- Чертеж плана механического цеха для обработки редукторов дорожных машин на формате А1, содержит основные и размеры участков и помещений. Состоит из основных производственных участков по изготовлению:
- корпусных деталей
- валов и осей
- зубчатых колес
- рычагов и вилок
Также обозначены вспомогательные производственные и бытовые помещения.
Дополнительно в схеме указан подробный план расположения оборудования участка по изготовлению корпусных деталей.
Дополнительные материалы: пояснительная записка на 16 листах содержит:
- выбор типа и формы организации производственного процесса, а также его обоснование
- расчет: параметров поточной линии, длительности производственного цикла проектной детали, заделов на линии, численности рабочих на участке, фонда оплаты труда
- характеристика производства по пожарной опасности, пожарная профилактика, а также средства и способы тушения пожаров
- техническая эстетика и эргономика
- охрана окружающей среды
- эффективность предложенных мероприятий по охране труда
На основании рассчитанного коэффициента закрепления производство отнесено к среднесерийному типу. Технологическая линия изготовления проектных деталей должна иметь загрузку не менее 60%, на основании этого и данных расчета, принята прерывно-поточная линия. Для условий серийного типа организации производства коэффициент загрузки оборудования должен колебаться в пределах 0,65-0,75 и выше.
Для серийного производства, когда партии деталей не синхронизированы по времени, целесообразно применять последовательно-параллельный вид движения деталей.
Основными данными для расчета численности основных рабочих являются: наименование технологических операций и суммарная годовая трудоемкость по технологическим операциям. Среди категории руководителей и специалистов предусматрен старший мастер и два сменных мастера участка.
Для оплаты труда основных рабочих применена сдельно-премиальная система поэтому фонд оплаты определяется по трудоемкости плановой продукции и средневзвешенной часовой тарифной ставки. Для вспомогательных рабочих применяется почасово-премиальная система оплаты труда. Заработная плата руководителей и специалистов определяется окладом, который устанавливается в соответствии со штатным расписанием.
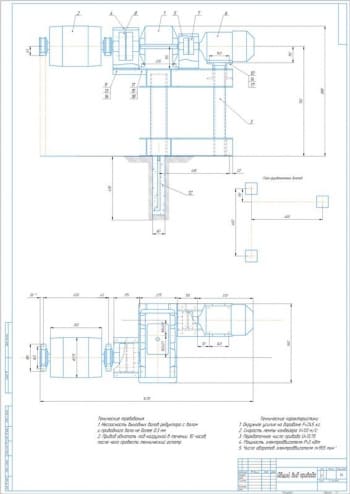
В результате всех проведенных расчетов получены следующие данные:
|
№ |
наименование |
Показатель |
|
1 |
условный такт поточной линии |
7,75 мин |
|
2 |
Количество оборудования на линии |
15 |
|
3 |
Длительность производственного процесса основной детали |
391,6 мин |
|
4 |
Технологический задел |
10 шт |
|
5 |
Транспортный задел |
9 шт |
|
6 |
Учетная численность основных рабочих |
22 чел |
|
7 |
Численность вспомогательных рабочих |
4 чел |
Таким образом рассмотрены при проектировании рассмотрены: организация производственного процесса, обоснование и выбор технологической поточной линии, организация рабочих мест на участке, расчет длительности производственного цикла.
Дополнительно предложено использование многостаночного обслуживания, что позволяет сократить количество рабочих на участке и повысить заработную плату. Обслуживание и ремонт упрощается за счет применения однотипного. Данные мероприятия позволяют эффективно организовать производственный процесс на участке.
В программе: Компас 3D v

Поточная линия механической обработки ступицы колеса автоприцепа 5232
Код: 03.01.08.01.10.07.06В программе: Компас 3D v

Планировка слесарно-механического отделения на 321 автомобиль ПАЗ-627М
Код: 03.01.08.01.10.07.05Программа Компас 3D V

Планировка слесарно-механического отделения для ремонта автомобилей ГАЗ-66-11
Код: 03.01.08.01.10.07.04Программа Компас 3D V

Чертеж слесарно-механического участка
Код: 03.01.08.01.10.07.03Программа Компас 3D V

Чертеж слесарно-механического участка с оборудованием
Код: 03.01.08.01.10.07.02Программа Компас 3D V

Чертеж слесарно-механического участка для АТП на 500 автомобилей
Код: 03.01.08.01.10.07.01Программа Компас 3D V
Последние просмотренные материалы