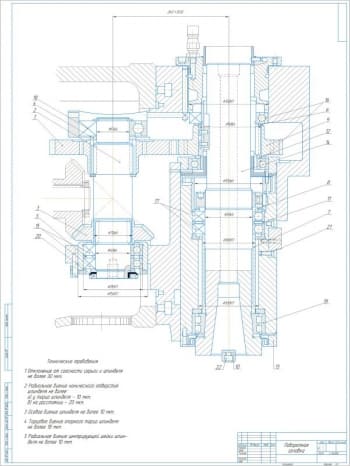
- Сборочный чертеж приспособления для сверления, А2:
Усилие зажима 3689 Н
Применять ключ с длиной рукоятки не менее 120 мм
Указаны размеры для справок.
Перед сборкой проверить сопрягаемые детали.
Трущиеся поверхности смазать маслом индустриальным 30 ГОСТ 1707-51.
Проверить плотность затяжки крепления деталей.
Проверить отклонения плоскости, перпендикулярности.
Проверить отсутствие в узлах приспособления посторонних предметов, стружки, грязи.
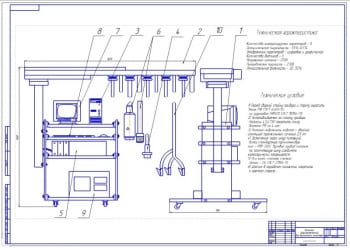
Дополнительные материалы: прилагается расчетно-пояснительная записка на 14 страницах, где описано проектирование приспособления для сверления четырех отверстий диаметром 11 мм в детали стакан.
Определен тип производства – среднесерийное с программой выпуска 50000 шт./год.
В виде таблицы разработан маршрут технологического процесса обработки детали. Выбрано оборудование для сверлильной операции – вертикально-сверлильный станок с ЧПУ 2Р135Ф2 с техническими характеристиками:
- Наибольший диаметр сверления 35 мм
- Наибольшее расстояние от торца шпинделя до стола 600 мм
- Расстояние от оси шпинделя до лицевой стороны станины 300 мм
- Наибольшее вертикальное перемещение стола 560 мм
- Наибольшее установочное перемещение шпиндельной бабки 200 мм
- Размеры рабочей поверхности стола 400х710 мм
- Наибольший ход шпинделя 225 мм
- Число скоростей вращения шпинделя 12
- Число подач шпинделя (револьверной головки ) 18
- Диапазон оборотов шпинделя в минуту 45- 2000
- Диапазон подачи 0,115-1,0 мм/об
- Мощность главного электродвигателя 3,7 кВт
Рассчитаны режимы резания и нормы времени на сверлильную операцию.
Проведен расчет минутной, часовой и сменной производительностей приспособления.
Определена схема установки заготовки, выбраны базы и разработана схема базирования. Рассчитана погрешность базирования детали – 0,032 мм.
Выполнена разработка схемы сил, которые действуют на деталь и определена точка приложения и направления действия нажимной силы равной 3689 Н.
Наиболее нагруженная деталь приспособления – винтовая пара, которая преобразует вращательное движение в возвратно-поступательное. Проверочный расчет ведется на смятие. Найдены следующие показатели:
- Допускаемое напряжение смятия – 576 МПа;
- Средний диаметр резьбы – 11,9432 мм;
- Напряжение смятия – 114 МПа.
В разделе точностного расчета ведется расчет погрешности изготовления приспособления – 0,032 мм.
Разработанное приспособление состоит из основания, центрируемого двумя шпонками с винтами. На основании закреплен центрирующий палец со шпонкой, на который устанавливается заготовка и прижимается шайбой. Далее заготовку зажимают шайбой.
В ходе проектирования был определен тип производства – среднесерийный, разработан технологический маршрут обработки детали и выбран вертикально-сверлильный станок с ЧПУ 2Р135Ф2 для операции сверления.
Рассчитаны режимы резания и нормы времени для сверлильной операции. Найдена минутная, часовая и сменная производительности приспособления.
Определена схема базирования заготовки в приспособлении и усилие зажима – 3689 Н.
Выполнен проверочный расчет винтовой пары, как наиболее нагруженного элемента приспособления, и точностной расчет самого приспособления.
Описана конструкция и работа разработанного приспособления.
Спецификация – 1 лист
В программе: Компас 3D v

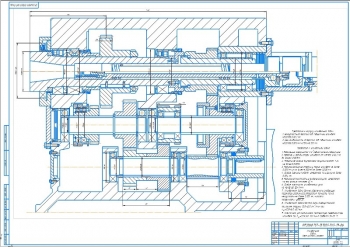
Приспособление для сверлильной автоматно-линейной операции
Код: 03.01.05.02.08.00.03.01Спецификация – 2 листа
Программа: Компас 3D v