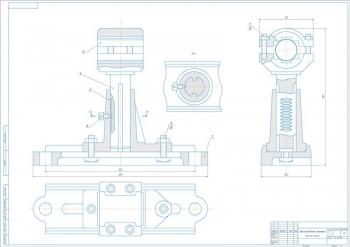
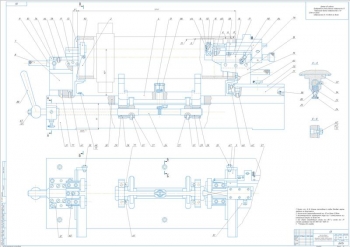
- Сборочный чертеж приспособления для контроля полного радиального биения детали типа диск, А1
- Деталировка конструкции: центр неподвижный, стойка, кронштейн, центр подвижный, А1
Дополнительные материалы: прилагается расчетно-пояснительная записка на 14 листах.
Проводится измерительный контроль детали типа «диск». Она изготовлена из стали 45. Параметры детали:
|
№ |
Наименование |
Значение |
|
1 |
Наружный диаметр, номинальный |
180 мм |
|
2 |
Толщина |
90 мм |
|
3 |
Базовое отверстие имеет диаметр |
40 мм |
Контроль производится на поверхности с диаметром Ø180H7 с допуском 80 мкм, соответствующим 8-й степени точности.
Диск оснащен центральным отверстием, вокруг которого будет измеряться полное радиальное биение. Допуски размеров определяют допуски формы и расположения: для поверхностей диаметром 180 мм требуются точность окружности не более 30 мкм и точность профиля продольного сечения не более 30 мкм.
Приведено обоснование метрологической схемы из мерительного устройства, которое предназначено для измерения полного радиального биения диска. Измерение требуемого параметра будет проводиться с базированием в центре через отверстие диаметром 40 мм в соответствии с заданием. Из трех представленных вариантов выбрана схема измерения, в которой присутствует одна общая направляющая, по которой совершает движение стойка и центр. Выполнено определение оптимального расстояния от каретки на общей направляющей до точки контакта измерительного наконечника с поверхностью детали. Устройство включает в себя основание, в котором используется направляющая скольжения "ласточкин хвост". Зазоры регулируются посредством винтов, которые установлены вдоль направляющей. Центры, размещенные на каретках, основании и двигающиеся вдоль направляющей, являются основой устройства. Стойка с прикрепленным к ней кронштейном и измерительным преобразователем, который установлен в кронштейн, двигаются вместе с кареткой вдоль оси детали по направляющей.
Выполнены расчеты, подтверждающие работоспособность с определением суммарной погрешности 1,4001 мкм.
Описана методика измерительного контроля. При выполнении измерительного контроля применена измерительная головка 2ИГ. Измерение полного радиального биения выполняется методом непосредственной оценки. Процесс измерения выполняется так. Наконечник измерительного преобразователя устанавливается в первое контрольное сечение. Он подводится к контролируемой поверхности. Фиксируются показания преобразователя. Деталь вращается относительно центров. Фиксируются наибольшие и наименьшие отклонения от первоначального значения. Затем наконечник перемещается во второе и третье контрольное сечение, и выполняются аналогичные действия.
Проводится обработка результатов измерительного контроля.
Расчетно-пояснительная записка Word: 14 страниц
Спецификация – 2 листа
В программе: AvtoCAD

Приспособление для фрезеровки пазов в круглых трубах
Код: 03.01.05.02.08.00.02.34Спецификация – 52 листа
Программа: Компас 3D v

Призма раздвижная
Код: 03.01.05.02.08.00.04.42Спецификация – на 1 листе
Программа: Компас 3D v

Зажимное приспособление
Код: 03.01.05.02.08.00.04.41Спецификация – на 1 листе
Программа: Компас 3D v

Устройство для расточки посадочных мест под подшипник
Код: 03.01.05.02.08.00.08.13Программа: Компас 3D v

Приспособление для фрезерования
Код: 03.01.05.02.08.00.02.33Спецификация – на 1 листе
Программа: AvtoCAD

Приспособление зубофрезерное
Код: 03.01.05.02.08.00.02.32Программа: Компас 3D v
Последние просмотренные материалы