- Рабочий чертёж приспособления гидроприхвата А2:
- Диаметры закрепления деталей – 40-60 мм;
- Ход поршня – 22 мм;
- Давление в полости гидроцилиндра – 10 МПа;
- Усилие закрепления – 12586 Н;
- Погрешность приспособления – 0,02 мм.
Технические требования:
- Перед началом работы испытать в течении 30 мин гидросистему. Утечек масла не допускать;
- Регулировка упора посредством болтов, стопорение гайкой;
- Обеспечить главный ход всех рабочих поверхностей;
- Смазать все трущиеся элементы густой смазкой;
- Периодичность контрольных проверок – 1 раз в месяц;
- Маркировать.
Дополнительные материалы: расчётно-пояснительная записка прилагается на 8 страницах. В пояснительной записке рассмотрен принцип действия приспособления для горизонтально-расточного станка:
Выполнена разработка схемы базирования детали, при которой реализация приспособления должна обеспечить автоматическое получение обрабатываемых размеров, где погрешность базирования составляет 0,005 мм.
Сделан вывод, что погрешность достаточно низкая и это дает возможность при обработке получить требуемую точность обработки.
Произведён силовой расчёт приспособления, где сила закрепления равна 11875 Н.
Представлена схема действия сил.
Выполнен выбор привода - гидропривода двустороннего действия и рассчитаны основные характеристики:
|
№ |
Наименование |
Значения |
|
1 |
Усилие на штоке, Н |
12468,8 |
|
2 |
Коэффициент, учитывающий потери на трение |
1,05 |
|
3 |
Рабочий ход, мм |
48,2 |
|
4 |
Фактическое усилие, Н |
12585,6 |
|
5 |
Усилие закрепления, Н |
11986 |
Из расчётов сделан вывод, что усилие закрепления обеспечивается.
Рассмотрена схема механизма закрепления.
Произведён точностной расчет приспособления, где рассчитана допустимая погрешность приспособления – 0,020 мм.
Рассмотрен прочностной расчет приспособления, при котором условие обеспечения прочности обеспечено.
Представлена схема элементов приспособления.
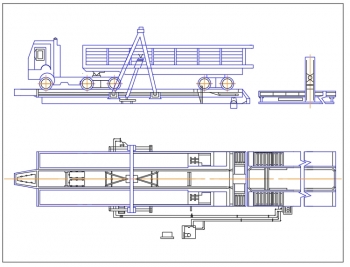
Выполнено техническое описание приспособления, которое предназначено для установки и закрепления деталей типа вал или стержень на горизонтально-расточном станке:
На плите крепятся корпуса с призмами, на которые осуществляется установка детали и гидроцилиндр. Наличие радиального паза в оси и винта обеспечивает одновременный поворот оси и прихвата на 90º в процессе их поднятия и опускания. Данная схема носит название бойонетной.
Рассмотрена схема закрепления детали: прихват находится в крайнем верхнем положении и повернут на 90º. Деталь устанавливается в призмы, в штоковую полость подается масло. Производится обработка, масло подается в поршневую полость, заставляя ось с прихватом двигаться вверх с поворотом на 90º. Доступ к обрабатываемой детали обеспечен. Производится снятие детали.
Спецификация – 2 листа
В программе: Компас 3D v

Приспособление на координатно-сверлильную операцию
Код: 03.01.05.02.08.00.03.10Спецификация – 2 листа
Программа: Компас 3D v

Проект установочно-зажимного приспособления для сверления
Код: 03.01.05.02.08.00.03.09Дополнительные материалы: 7 страниц
Спецификация – 2 листа
Программа: Компас 3D v

Сверлильное приспособление для станка с ЧПУ 6904ВМФ2
Код: 03.01.05.02.08.00.03.08Программа: Компас 3D v

Чертеж многошпиндельной сверлильной головки А1
Код: 03.01.05.02.08.00.03.07Спецификация – 3 листа
Программа: Компас 3D v

Приспособление станочное для сверлильной операции
Код: 03.01.05.02.08.00.03.06Дополнительные материалы: 6 страниц

Набор чертежей приспособления для сверления
Код: 03.01.05.02.08.00.03.05Спецификация – 2 листа
Программа: Компас 3D v
Последние просмотренные материалы