- Чертеж сборочный кондуктора для сверления отверстий А2:
Материал втулок: Сталь У10 ГОСТ 1435-99; плит: Сталь 20Х ГОСТ 4543-71.
Неуказанные предельные отклонения размеров: валов h14, отверстий H14, остальных ±IT14/2.
Допуск перпендикулярности поверхности Б относительно поверхности А 0,02 мм.
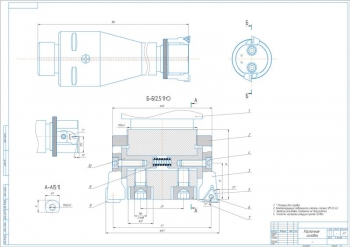
Дополнительные материалы: прилагается расчетно-пояснительная записка на 12 страницах, где приведено описание разработки приспособления для сверления восьми отверстий диаметром 15 мм и трех отверстий под резьбу М12 диаметром 10 мм.
Приведен рисунок приспособления для обработки восьми отверстий диаметром 15 +0,27 мм и трех отверстий под резьбу М12 диаметром 10 +0,22 мм. приспособление состоит из нижней плиты с пазами для крепления на столе станка и кондукторной плиты, центровика, шпильки для закрепления и фиксации кондукторной плиты, промежуточных и быстросъемных втулок, а также откидной шайбы. Заготовка, базирование которой обеспечивается центровиком, устанавливается между нижней и кондукторной плитой.
Описан порядок эксплуатации приспособления.
В разделе силового расчета сверлильного приспособления первым рассчитывают коэффициент запаса, состоящего из множества коэффициентов, отражающих определенный фактор. Коэффициент запаса составил 2,6, что находится в пределах 2-3,5.
Далее составляется расчетная схема с указанием всех действующих сил на заготовку и определяется осевая сила при сверлении – 30 Нм, плечо – 105 см и коэффициент трения – 0,2. Затем вычисляется потребное усилие зажима – 3174 Н и усилие, развиваемое винтовым механизмом – 765 кН.
Выполнен точностной расчет приспособления. Данные занесены в таблицу:
|
№ |
Название |
Значение |
|
1 |
Коэффициент, учитывающий долю статической составляющей в общей погрешности |
1 |
|
2 |
Смещение положения оси отверстия |
0,022 мм |
|
3 |
Погрешность настройки инструмента |
0,024 мм |
|
4 |
Погрешность установки заготовки |
0,1 мм |
|
5 |
Суммарная погрешность приспособления |
0,027 мм |
|
6 |
Погрешность базирования |
0,106 мм |
В ходе выполнения работы была рассмотрена конструкция сверлильного приспособления и его эксплуатация.
Выполнен силовой расчет, в ходе которого определено необходимое усилие зажима – 3,1 кН.
В точностном расчете вычислена погрешность приспособления – 0,106 мм.
Спецификация – 1 лист
В программе: Компас 3D v

Устройство кондуктора для сверления отверстий
Код: 03.01.05.02.10.19Спецификация – 1 лист
Программа: Компас 3D v

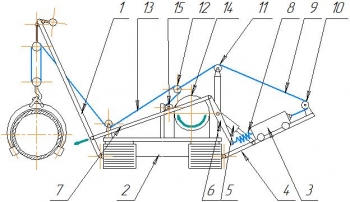
Чертеж кондуктора для проточки коллектора генератора ГП-2,5
Код: 03.01.05.02.10.18Программа: AvtoCAD

Проект скальчатого кондуктора
Код: 03.01.05.02.10.17Программа: Компас 3D v

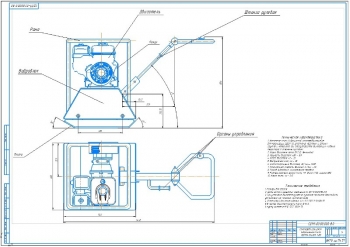
Скальчатый консольный кондуктор с пневматическим зажимом
Код: 03.01.05.02.10.16Расчетно-пояснительная записка Word: 6 листов
Спецификация – 2 листа
Программа: Компас 3D v

Кондуктор для сверления отверстий у шевера
Код: 03.01.05.02.10.15Спецификация – 2 листа
Программа: Компас 3D v

Кондуктор для сверления на станке типа 2Н135
Код: 03.01.05.02.10.14Спецификация – 1 лист
Программа: Компас 3D v