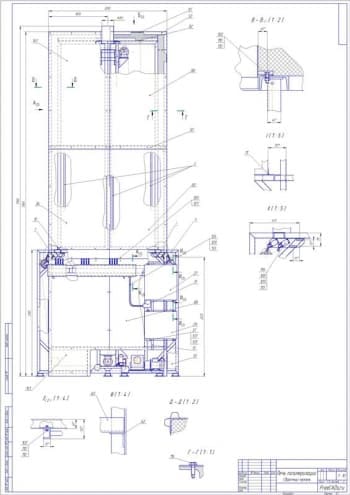
Чертеж конструктивной разработки фасонной протяжки, работающей по генераторной схеме, А1, с указанием диаметров зубьев, профиля получаемого отверстия, схемы резания при протягивании:
- Размеры центровых отверстий по ГОСТ 14034-74
- Радиальное биение зубьев относительно оси протяжки не должно превышать допусков на размер зуба
- Правила приемки по ГОСТ 23726-79
Приспособление предназначено для протягивания отверстия в заготовке из стали 18ХГТ с диаметром 65 мм до диаметра 84,5 мм на длину 85 мм. Процесс протягивание представляет собой лезвийную обработку резанием плоских, открытых, фасонных поверхностей внутри и снаружи заготовок с винтовой или линейной образующей. Режущему инструменту, который представлен фасонной протяжкой, придается главное движение, выполняемое прямолинейно или по кругу.
Обработка характеризуется точностью придания формы и размеров. Фасонное протягивание выполняется по предварительно полученному круглому цилиндрическому отверстию. Конструкция инструмента выполнена из замковой части, шейки, направляющего конуса, режущей, калибрующей и задней направляющей части. Применена генераторная схема резания, при которой профилирование черновых зубьев приспособления выполняется дугами окружностей, в результате чего генерирование обрабатываемого профиля производится зубом протяжки.
Дополнительные материалы: Прилагается расчетно-пояснительная записка на 8 страницах.
Фасонные протяжки срезают припуск на заготовке, как правило, по генераторной схеме резания. Толщина срезаемого слоя а равна разности высот и полу разности диаметров каждой пары сменных режущих зубьев. Ширина срезаемого слоя в равна длине главной режущей кромке зуба протяжки.
В работе приведены расчеты с полученными значениями:
|
№ |
Наименование |
Значение |
|
1 |
Диаметр: |
|
|
- |
Хвостовика |
63 мм |
|
- |
Первого/последнего зуба |
65 мм / 65 мм |
|
2 |
Длина конуса |
20 мм |
|
3 |
Толщина срезаемого слоя на ступенях: |
|
|
- |
На первой |
0,154 мм |
|
- |
На второй |
0,2 мм |
|
- |
На третьей |
0,27 мм |
|
4 |
Количество канавок на секциях: |
|
|
5 |
I |
7 |
|
6 |
II |
5 |
|
7 |
III |
4 |
Программа: Компас 3D v

Чертеж круглой протяжки групповой схемы резания
Код: 03.01.05.02.07.00.01.09Программа: Компас 3D v

Круглая протяжка для цилиндрического отверстия 40Н7
Код: 03.01.05.02.07.00.01.08Программа: Компас 3D v

Круглая протяжка для цилиндрического отверстия 32Н7
Код: 03.01.05.02.07.00.01.07Программа: Компас 3D v

Проект фасонной протяжки
Код: 03.01.05.02.07.00.01.06Количество чертежей: 1 штука
Программа: Компас 3D v

Круглая протяжка для обработки отверстий
Код: 03.01.05.02.07.00.01.05Расчетно-пояснительная записка Word: 7 листов
Программа: Компас 3D v

Конструкция круглой протяжки
Код: 03.01.05.02.07.00.01.04Программа: Компас 3D v
Последние просмотренные материалы