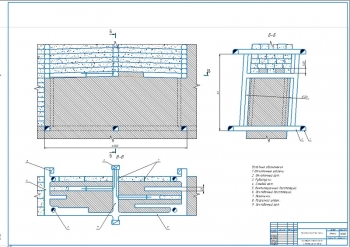
Перечень чертежей:
- Сборочный чертеж штампа для вырубки заготовки-пробивки отверстий в детали совмещенного действия А1 с техническими требованиями:
- Зазор между матрицей и пуансономатрицей 0,04 мм на сторону выполнять за счет детали
- Обеспечить параллельность поверхностей верхней и нижней плит блока в пределах не более 0,1 мм на каждые 100 мм ширины и длины плит
- Обеспечить параллельность осей направляющих колонок с точностью 0,1 мм на каждые 100 мм длины
- Обеспечить перпендикулярность осей колонок к поверхностям плит с точностью 0,01 мм на 100 мм длины колонок
- Отштампованные заготовки удалять сжатым воздухом
- Маркировать: номер детали, шифр штампа, пресс ЭР-50
- Клеймить
- Деталь матрица А3:
- ..58 НRСэ
- Острые кромки, кроме рабочей, притупить
- Отверстия диаметром 10 Р7 выполнять совместно с указанными деталями
- Размеры выполнять по детали, выдержав зазор 0,04 мм на сторону
- Неуказанные предельные отклонения ±jТ12/2
- Деталь пуансон А3 с указанием материалов для изготовления
- Рабочий чертеж пуансономатрицы А3 с указанием допусков, посадок и шероховатостей:
- Рабочий контур обработать по шаблону
- Операционная карта холодной штамповки детали скоба с указанием:
- Номера операции 005
- Наименования – резка листа на полосы
- Материал - АМг6М, лист2 ГОСТ 21631-76
- Заготовка 1500х2000х2 мм
- Измерительный инструмент штангенциркуль 0-125 мм
- Усилие пресса 40 кН
- Содержание переходов:
- Настроить гильотинные ножницы на размер 101,5 мм
- Подвести лист к задним упорам
- Резать листы на полосы
- Операционная карта холодной штамповки детали скоба с указанием:
- Вырубка заготовки и пробивка отверстий
- Радиусометр
- Подать полосу в комбинированный штамп до контакта с шаговым упором, вырубить заготовку и пробить отверстия
- Штамповка детали скоба с указанием:
- Гибка
- Протереть и смазать заготовку, установить заготовку на штамп, фиксируя по упорам, штамповать деталь, размеры обеспечиваются штампом
- Карта холодной штамповки
- Операционная карта холодной штамповки детали скоба с указанием:
- Окончательный контроль
- Колибры-скобы, колибры-пробки
- Проверить деталь внешним осмотром согласно инструкции, проверить размеры детали согласно чертежу
Дополнительные материалы: прилагается расчетно-пояснительная записка на 18 листах.
В пояснительной записке выполнен проект разработки технологического процесса листовой штамповки скобы с использованием операции гибка с конструкцией штампа для данной операции.
Приведена технологическая часть, где рассмотрен технологический анализ конструкции детали.
Деталь служит для защиты кнопки на приборной панели управления самолетом от механических повреждений. Может быть изготовлена вырубкой по контуру, пробивкой отверстий и гибкой. Определена пластичность материала АМг6М, равная 0,5.
Приведена схема с изменениями параметров, доработанная на основе анализа. Проведено определение типа производства заданной детали. При годовой программе выпуска равной 12000 шт производство является среднесерийным.
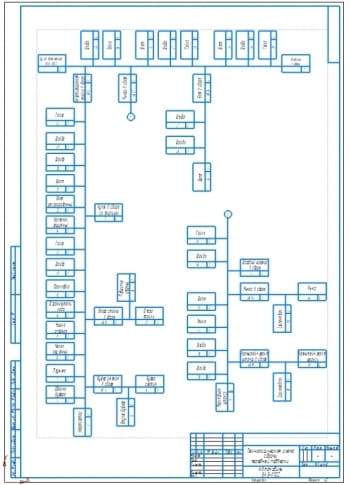
Составлен план изготовления детали в двух вариантах. Проведена разработка развернутого технологического процесса изготовления детали с определением размеров развертки детали, равной 93,5 мм. Размеры заготовки для штамповки детали приняты 18х93,5 мм.
Выполнен расчет полосы для вырубки заготовки. Вырубка зависит от марки и толщины материала, величины перемычек между вырубаемыми заготовками, расположения заготовок в полосе, конструкции штампа, точности работы оборудования для раскроя листов, применяемых средств механизации подачи полосы в штамп.
Для разрабатываемого техпроцесса принято, что лист разрезается на полосы при помощи гильотинных ножниц. Заготовки из полос вырубаются в штампе без бокового прижима полосы и с направлением материала в рабочую зону вручную. В зависимости от размещения заготовки на полосе ширина полосы равна 26 мм, 101,5 мм.
Сделан выбор габаритов листов и их раскроя. По ГОСТу приняты листы габаритами 1200х2000 мм, 1500х2000 мм. В зависимости от расположения полос при раскрое листа, определен шаг расположения заготовок 96 мм, 20,5 мм.
Произведен расчет количества заготовок, которое можно получить при раскрое листов:
|
№ |
Количество |
1,2х2,0 |
1,5х2,0 |
||
|
Вариант 1 |
Вариант 2 |
Вариант 1 |
Вариант 2 |
||
|
1 |
Полос из стали |
46 шт |
19 шт |
57 шт |
19 шт |
|
2 |
Заготовок из полосы |
20 шт |
58 шт |
20 шт |
73 шт |
|
3 |
Заготовок из листа |
920 шт |
1102 шт |
1311 шт |
1387 шт |
Выполнен расчет коэффициентов использования материала листов с определением площади заготовки 1675,3 мм2. По результатам расчетов для разработки техпроцесса изготовления деталей выбран лист габаритами 1500х2000 мм и его раскрой по варианту 1. Определен общий коэффициент используемого отхода 71,5 мм и общий коэффициент использования материала 81,02 %.
Приведен подбор гильотинных ножниц с определением усилия резания, равного 19656 Н. Выбраны гильотинные ножницы модели Н473. Определено усилие вырубки заготовки – пробивки отверстий в инструментальном штампе. Определены параметры:
|
№ |
Усилие |
Значение |
|
1 |
Резания материала при вырубке заготовки по наружному контуру |
135729,2 Н |
|
2 |
Пробивки 4 отверстий диаметром 3 мм |
28266 Н |
|
3 |
Пробивки центрального отверстия |
29120,7 Н |
|
4 |
Общее |
251050,7 Н |
Выбор пресса произведен по каталогу оборудования и принят ЭР50: усилие пресса 500 кН, ход ползуна 10-70 мм, габариты стола пресса 370х575 мм, закрытая высота штампа 265 мм.
Выполнено определение усилия гибки заготовки. Гибка будет производиться за две операции. Определено усилие гибки заготовки для первой и второй операции гибки – двухугловая гибка с прижимом и без калибровки: 2970 Н. Произведен выбор пресса для операции гибки. Выбран пресс К113. Приведен расчет параметров пружинения материала.
В данной работе разработан технологический процесс листовой штамповки скобы с использованием операции гибка с конструкцией штампа для данной операции.
Спецификация – 2 листа
В программе: Компас 3D v

Чертеж штампа обрубки и пробивки отверстий
Код: 03.01.05.02.09.06Спецификация – 2 листа
Программа Компас 3D V

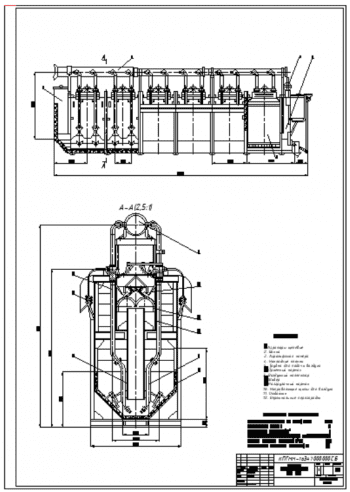
Сборочный чертеж штампа для чеканки с техническими требованиями
Код: 03.01.05.02.09.05Программа Компас 3D V

Сборочный чертеж штампа для обрезки и пробивки с техническими требованиями
Код: 03.01.05.02.09.04Программа Компас 3D V

Сборочный чертеж штампа для отбортовки с техническими требованиями
Код: 03.01.05.02.09.03Программа Компас 3D V

Сборочный чертеж штампа для вытяжки с техническими требованиями
Код: 03.01.05.02.09.02Программа Компас 3D V

Чертежи сборочные штампа для вырубки и пробивки отверстий
Код: 03.01.05.02.09.01Программа Компас 3D V