Перечень чертежей:
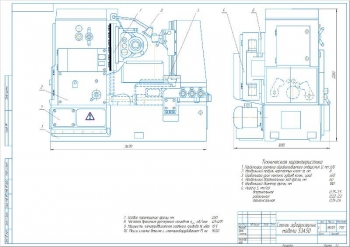
- Сборочный чертеж плунжерного гидроцилиндра на формате А1 с приведением технических характеристик (рабочая площадь – 78,5 кв.см., номинальное давление – 5 МПа, максимальное давление – 10 МПа), габаритных размеров, позиционных выносок, технического требования – гидроцилиндр в сборе испытать на герметичность давлением 10МПа в течение 10 минут. Течь масла по уплотнениям не допускается.
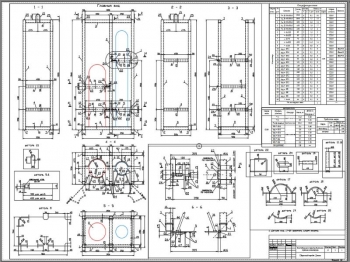
- Карта технологических эскизов изготовления плунжера, с приведением оборудования, приспособлений, инструментов, габаритных размеров и шероховатостей по следующим операциям:
- токарная,
- сверлильная,
- сборочная,
- фрезерная,
- шлифовальная,
- сверлильная (слесарная).
Дополнительные материалы: прилагается расчетно-пояснительная записка на 11 страницах. В пояснительной записке рассмотрен технологический процесс изготовления плунжера плунжерного гидроцилиндра.
Объектом, для которого разрабатываются основные этапы технологического процесса изготовления, является плунжер одноименного гидроцилиндра.
Плунжер в составе гидроцилиндра представлен на листе. Плунжер изготавливается составным (сварным) из двух деталей – дна и гильзы. Это обусловлено технологичностью получения заготовки, т.к. плунжер полый и иные способы получения заготовки (например, прокат) будут отличаться высоким расходом металла в стружку при точении полости.
Описана конструкция: плунжер является сварной из двух составных частей деталью – гильзы и дна. Представлена схема сборки плунжера. В качестве оборудования применен сварочный выпрямитель ВС-600, приспособление – трехкулачковый патрон (ГОСТ 2675-80), электроды – Э-42 (ГОСТ 9467-75).
Далее в дне плунжера производят сверление отверстия, заготовки (дно и гильза) подвергаются предварительной механической обработке, поверхности, по которым дно и гильза будут соединяться, обрабатываются. Представлена схема предварительной механической обработки дна плунжера, в качестве оборудования применен станок токарный 1Е165, приспособление – самоцентрирующийся патрон. Представлена схема предварительной механической обработки гильзы, в качестве оборудования применен станок вертикально-сверлильный 2Н106Г, приспособление – кондуктор, делительная головка.
Обработка поверхностей проводится на следующих операциях:
- токарная – внешний контур плунжера обрабатывается совместно после сборки с помощью станка токарного 1Е165, патрона самоцентрирующегося специального и резцов расточного, проходного и подрезного,
- фрезерная – в целях подачи рабочей жидкости в полость плунжера производится обработка пазов в торце, а под ввертной штуцер производится обработка поверхности под нарезание резьбы. Работа производится на фрезерном станке ЛФ270Ф3 с помощью трехкулачкового патрона, специальной оправки, штангенциркуля ШЦ-1 125-01, КПГ 2,5+006, микрометра МК25, фрезы 2210-0075 из твердого сплава ВК-6,
- сверлильная – одного отверстия с нарезанием резьбы в нем под штуцер и двух отверстий в целях закрепления проушины на плунжере. Работа проводится на станке вертикально-сверлильном 2Н106Г с помощью кондуктора, делительной головки, сверлом спиральным и метчиками М10 и М12,
- шлифовальная – обработка рабочей поверхности плунжера на станке 3А164 с помощью патрона самоцентрирующегося специального, круга шлифовального.
Рассчитан режим резания основных поверхностей звездочки при наружном точении гильзы:
|
№ |
Наименование показателя |
Значение |
|
1. |
Скорость резания расчетная |
77,39 м/мин |
|
2. |
Частота вращения шпинделя расчетная |
3667,85 об/мин |
|
3. |
Фактическая скорость резания |
66,8 м/мин |
|
4. |
Сила резания |
1994,3 Н |
|
5. |
Мощность резания эффективная |
4,17 кВт |
|
6. |
Потребная мощность на шпинделе станка |
2,9 кВт |
|
7. |
Коэффициент использования станка |
0,29 |
|
8. |
Основное технологическое время |
2,9 мин. |
При чистовой обработке детали расчет режимов резания производится аналогично.
Спецификация – 1 лист
В программе: Компас 3Dv

Конструкция гидроцилиндра бокового снегоочистителя БСО-12
Код: 03.01.09.02.12Спецификация – 4 листа
В программе: АvtoCAD

Поршневой гидроцилиндр двухстороннего действия ЦГ-100.50х600.02
Код: 03.01.09.02.11Спецификация – 1лист
В программе: AvtoCAD


Сборочные чертежи гидравлического цилиндра
Код: 03.01.09.02.10Скачать бесплатно

Сборочный чертеж силового гидравлического цилиндра скрепера
Код: 03.01.09.02.09на украинском языке


Последние просмотренные материалы