Сверла спиральные





Сверление цилиндрических сквозных или глухих отверстий на станках, с помощью ручного электрифицированного оборудования осуществляют с использованием специальных инструментов, которые закрепляются в патроне или задней бабке. Посетители сайта могут скачать здесь готовые чертежи спиральных свёрл различной конструкции. Кроме графических изображений комплекты документации содержат справочную информацию, краткие описания.
Краткие сведения
Сверло спиральное – это специализированный режущий инструмент, который используется для получения отверстий нужной глубины в заготовках. Оно представляет собой удлинённое тело вращения с нарезанными по спирали канавками для выхода стружки и двумя лезвиями на торце. При продольной подаче и вращении инструмента они срезают слой материала обрабатываемой заготовки. Внешние спиральные ленточки обеспечивают точное направление оснастки вдоль отверстия.
Свёрла различаются по конструкции хвостовой части, углам заточки. Их изготавливают из быстрорежущих сталей, твердосплавных сплавов: Р9, Р18, Р6М15, Р6М5К5, ВК8, ВК6М. На хвостовике наносится маркировка, которая обозначает:
- внешний диаметр;
- марку металла, сплава (Р – быстрорежущая сталь легированная, молибденовая или вольфрамовая);
- класс точности;
- данные о производителе.
Цифры маркировки показываю процентное содержание:
- В – вольфрама;
- М – молибдена;
- К – кобальта.
Оснастка зарубежных производителей имеет другое обозначение:
- HSS-R – сделана термообработка, но имеет невысокую стойкостью, можно обрабатывать медь, бронзу, чугун, нетвёрдые стали.
- HSS-G – для сверления сталей предела прочности до 900 Н/мм2, цветных сплавов, металлокерамики, чугуна.
- HSS-E – в составе присутствует кобальт, характеризуется стойкостью к сильному нагреву.
- HSS-G TiN – сделано титановое напыление, увеличена твердость, износостойкость, производительность.
- HSS-G TiAlN – из нитрида алюминия и титана выполнено напыление, повышенная твёрдость.
- HSS-E VAP – специализируются на обработке нержавеющей стали.
Хвостовики свёрл делают цилиндрическими, коническими (конус Морзе), трёх-, четырёх-, шестигранными, систем SDS, SDS+.
Документы для копирования
Разработанные наборы чертежей соответствуют требованиям ЕСКД. На них нанесены цифровые и буквенные обозначения, данные для изготовления инструментов. Примеры параметров оснастки из готовых проектов:
|
марка материала, сплава |
диаметр получаемого отверстия, мм |
форма хвостовой части |
общая длина, мм |
технические требования |
|
Р9К5, хвостовая часть Ст. 45 ГОСТ 1050-88 |
9 |
коническая (Морзе 2) |
115 |
Сварка стыковая контактная. Сердцевина равномерно утолщается в направлении к хвостовику. Клеймить, маркировать шрифтом 5. |
|
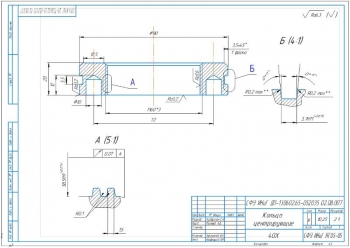
ВК6М ГОСТ 3882-74 |
6 |
цилиндрическая |
75 |
Изготавливаются шлифованием из гладких цилиндрических стержней твёрдого сплава. Маркировать РГКРИПТ 120101.4 115004. |
|
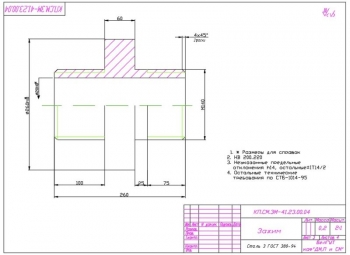
Р6М5, хвостовая часть Ст. 45 ГОСТ 1050-74 |
26 |
коническая |
280 |
Твёрдость режущей части – 62…65 HRC. Неуказанные предельные отклонения величин размеров H14, h14, ±IT14/2. |
Последние просмотренные материалы